Понятие о литейной форме
Подготовленный к плавке жидкий металл заливают в литейную форму, из
которой затем извлекают готовое к дальнейшей обработке изделие. Формы
для литья, в зависимости от времени использования, могут быть разовыми
или
многократно
используемыми. Разовые формы применяют только
один
раз, после чего их разрушают. Многократно используемые литейные формы
предназначены для получения большого числа отливок.
Рассмотрим процесс изготовления разовой формы для литья. Пусть
yеобходимо изготовить втулку (рис. 1,
а). Для ее получения предварительно
изготавливают модель (рис. 1, б), наружные формы которой
соответствуют
форме получаемой втулки. Модель имеет знаки
2,
которые
служат опорами для стержня 7. Образование литейной формы
в
описываемом случае происходит следующим образом. В металлические
рамы
3,
называемые
опоками,
плотно набивают специальную
формовочную
смесь 4.
Затем вставляют модель
1.
Плотно обжатая со
всех сторон формовочной
смесью, модель образует полость, повторяющую форму втулки (рис. 1,
в). После этого половины опоки разнимают и вынимают модель.
Таким же образом образуется литниковая
система,
состоящая из литника 6 и выпора 5.
В литник заливают жидкий
расплав,
а из выпора выходят газы, образовавшиеся при соприкосновении
жидкого металла с материалом формовочной смеси. После как модель
извлечена, в форму вкладывают стержень 7, концы
которого
входят в полости, образовавшиеся с помощью знаков
2.
Теперь
обе половины соединяют (рис.
1,
г).
Стержень
7 дает возможность образовать отверстие, соответствующее отверстию во
втулке (см. 1,
а). На рис. 2 показана собранная форма, где в литниковое
отверстие
2
заливают расплав, а из выпора
1
выходят газы.
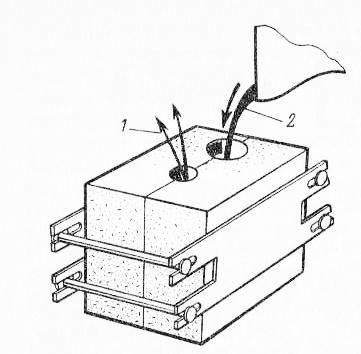
Рис. 2. Собранная разовая литейная форма
Литниковая
система
предназначена для залива расплава, вывода образовавшихся
при литье газов. Она служит питателем, пополняющим уменьшающийся
при остывании объем детали. Кроме того, литниковая
система
используется для улавливания шлаков. Поскольку они всегда
легче
металла, шлаки всплывают на поверхность расплава
Рассмотрим для примера
конструкцию литниковой системы
(рис. 3).
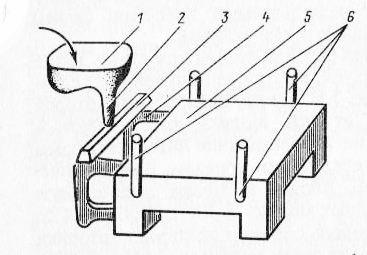
Рис. 3. Конструкция литейной системы
Готовой
деталью здесь является подставка 5, В литниковую
систему вводят литниковую чашу
1.
В ней благодаря ее форме гасится динамический напор падающей из
разливочного ковша тяжелой струи расплава и уже малым напором он
попадает
в
стояк
2.
После стояка располагается шлакоуловитель
3.
подпитки массы сплава при остывании в литниковую систеь вводят питатели
4.
В процесс заполнения литейной формы
из
выпоров 6 выходят газы.
Формовочная смесь состоит иа песка, глины, кокса
и других
материалов. Для их изготовлении, смешивания и просушки применяют
различные механизмы. Формовочную смесь можно набивать в опоки вручную, что теперь
делают крайне редко и только при индивидуальном производстве.
На
современных предприятиях процессы формования
смеси
механизированы.
Модели для разовых литейных форм изготавливают из
дерева, пластмасс или гипса. Для
предупреждения прилипания
формовочных материалов к модели
или
стержню используют
различные пленочные покрытия:
пылевидный
кокс, лакокрасочные и
другие
материалы. В авиастроении
чаще
всего применяют многократно используемые формы. Однако
во
многих случаях могут применяться и разовые формы
при
малой
серии. В авиастроении широко применяют специальные
виды
литья.
