Литье в кокиль
Кокилем
называют металлическую
литейную форму, используемую многократно. При таком
способе получают детали высокой
точности
и повышенного качества
поверхности.
В один кокиль могут заливать расплав до нескольких десятков тысяч раз.
Такое литье целесообразно выполнять при крупносерийном производстве, так
как высокая стоимость металлической литейной формы при единичном
производстве не позволит обеспечить окупаемость.
Кокили изготавливают из стали, чугуна,
алюминиевых или медных сплавов. Кокили могут
быть
разъемными и неразъемными.
На рис. 4 показана часть
разъемного кокиля (стрелками обозначен
путь
заливки расплава).
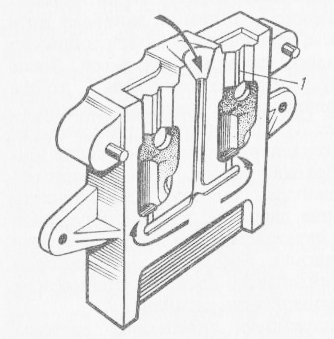
Рис. 4. Вид разъемного кокиля
Выход газов происходит через газоотводные
каналы
1.
После затвердевания отливки кокиль разнимают и извлекают
готовую деталь.
Для сохранения поверхности кокиля от
воздействия жидкого металла, а также регулирования скорости охлаждения
на рабочую
поверхность кокиля наносят
различные защитные покрытия. В состав покрытия входят жидкое стекло,
графит, мел, иногда масло и другие
материалы. Литниковая система в кокиле используется для решения
тех
же задач, что описаны ранее. Однако в металлической литейной
форме
расплав затвердевает очень быстро, поэтому литниковые
каналы
делают достаточно широкими, чтобы до заполнения всей
формы
в каналах не произошло закупоривания. В авиастроении могут
применяться
детали, отлитые из алюминиевых сплавов в кокиль,
Интенсивность
остывания алюминиевых сплавов, большая усадка при
затвердевании, особенно для
сложной формы тонкостенных деталей,
могут вызывать
брак (трещины, неполное заполнение формы и др.).
Чтобы избежать
этого, кокили подогревают.
Литье
в кокиль магниевых сплавов должно осуществляться с
учетом
их легкой окисляемости и опасности возгорания при температурах
заливки.
Поэтому струю расплава опыляют смесью серы и борной
кислоты.
В кокиль отливают также детали из бронз и стали. Как но, для снятия
внутренних напряжений детали, отлитые в
кокиль, подвергают отжигу.
Литье в кокиль механизируют и даже
автоматизируют,
что позволяет сделать работу высокопроизводительной
и достаточно безопасной.
