щность
способа состоит в
том, что
модели, по которым делают литейную форму, изготавливают
из
легковыплавляемых или выжигаемых материалов. После изготовления неразъемной литейной
формы модель выплавляют или выжигают,
после чего остается полость, заполняемая при литье металлом.
Существенным преимуществом литья по
выплавляемым моделям
является то, что модели для
изготовления неразъемных форм дают
возможность получить
сложные отливки с большой точностью размеров при резком сокращении
объема их механической обработки. Это
особенно
важно для сталей, трудно обрабатываемых резанием. Обычно
таким
методом изготавливают мелкие, сложные по конфигурации
отливки,
а также крупные отливки, к которым предъявляют высокие
требования
к точности размеров и чистоте поверхности.
Рассмотрим
этот процесс на конкретном примере. Пусть необходимо
изготовить
деталь (рис. 7,
а).
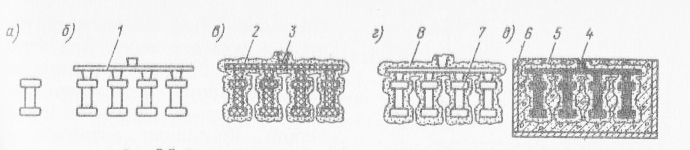
Рис. 7. Схема литья по выплавляемым моделям
По ее форме изготавливают пресс-форму, которую с помощью
шприца заполняют материалом, называемым модельной массой. Как
правило, для ее получения используют
смесь парафина
и стеарина.Су
Так получается модель
1,
изображенная на
рис.
7,
б.
Затвердевшую модель совместно с литниковой системой
погружают
в холодную жидкую смесь, состоящую из пылевидного
огнеупорного
материала (кварца или корунда) и коллоидного раствора
SiO2.
Так на поверхности модели
образуется первый слой. Его обсыпают
огнеупорным
материалом, после чего сушат. Такие операции
проводят
несколько раз, пока не образуется твердая оболочка 2,
покрывающая
модель
3
(рис. 7, в). Далее модельную массу выплавляют (рис. 7, г), например
погружают в горячую воду. При этом образуется оболочка
8,
в которой имеются пустоты 7, соответствующие по форме изготавливаемой
детали. Последняя операция - отливка (рис. 7,
д).
Здесь полученную оболочку укладывают в опоку
6,
заполненную сухима песком 5. Опоку совместно с оболочкой прокаливают в
печи при 900... 1000 °С. В горячую форму заливают металл
4.
После охлаждения отливок их поверхность очищают от оболочки литейной
формы, которая легко отделяется от наружных поверхностей.
