Литье в оболочковые формы
Этот способ получения отливок заключается в том, что расплав заливают в литейную форму,
представляющую собой оболочку
пустотелой формы, внутри которой имеются полости для получения детали, а
также литниковая система.
Оболочковую литейную форму для отливки детали делают разъемной,
состоящей из двух половин (рис. 8).
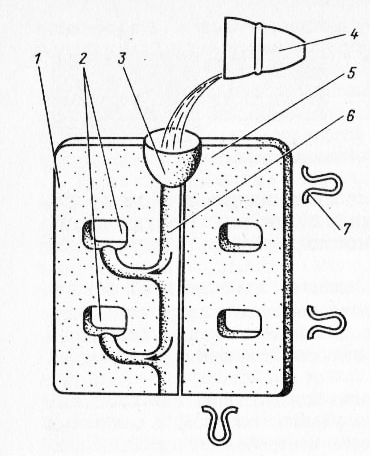
Рис. 8. Литье в оболочковые формы
В одной из частей
1
выполнены две выемки
2,
имеющие форму детали. Соответствующие полости сделаны также в крышке 5.
Обе половины оболочковой формы соединяют друг с другом и скрепляют с
помощью пружинных фиксаторов скоб 7, устанавливаемых по периметру
формы. Кроме механического скрепления оболочковых полуформ, их часто
склеивают. Из разливочного
ковша
4
расплав попадает в воронку
3
литниковой системы,
откуда по стояку
6
и ответвлениям от него он попадает в литейную
форму, растекаясь по всему объему выемки
2
и соответствующей
в
крышке 5.
Описываемые литейные формы представляют
собой оболочки толщиной 8... 15 мм,
которые изготавливают из термореактивных смесей, т. е. смесей, затвердевающих при воздействии на них
тепла.
Термореактивная смесь состоит из кварцевого песка и крепителя
(термореактивные смолы). Из таких же смесей изготавливают стержни. Их устанавливают, если в готовом изделии необходимо образовать
полость или отверстие.
Удаление оболочек, как правило, механизировано. Например, детали
загружают в наклонный цилиндрический барабан. Во время его вращения за
счет соударения оболочки раскалываются, и их удаляют. В оболочковых
формах изготавливают сложные тонкостенные отливки из чугуна, стали и
цветных сплавов.
