|
| ||
|
главная страница словари ГОСТЫ И ТУ свойства металлов производители металлов о проекте |
||
|
медь бронза латунь алюминий титан никель кобальт цинк магний олово свинец медно-никелевые сплавы вольфрам молибден ниобий тантал |
||
|
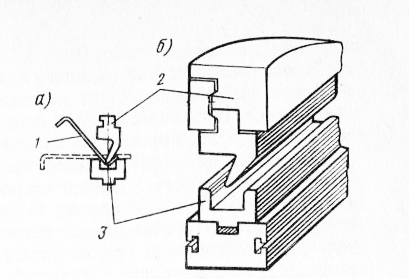
Листовая штамповка Листовая штамповка в самолетостроении занимает весьма важное место, ибо детали, изготовленные из листового материала, составляют основу каркаса и многих систем самолетов, вертолетов и авиадвигателей. Заготовительно-штамповочные работы, основная часть которых - листовая штамповка, составляют до 12% (по трудоемкости) от общей трудоемкости изготовления самолета. В процессе заготовительноштамповочных работ, основанных на обработке металлов давлением, выполняют следующие виды работ: раскрой листа на ножницах, гибку деталей, вытяжку, обтяжку. Раскрой листового металла осуществляют либо на плоских листах ими лентах, либо на деталях, имеющих пространственную форму, с помощью ножниц различной конструкции. Здесь имеет большое значение правильность раскроя, обеспечивающего минимальные отходы. Гибка листового металла - одна из наиболее распространенных операций холодной штамповки. При этом из заготовки листовой, профильной или трубной получают разнообразные детали самолетов, вертолетов и авиадвигателей. Например, так получают криволинейные участки обшивки, панели, детали шпангоутов, нервюр и др. С помощью пуансона 2 и матрицы 3 можно получить готовую деталь 1 (рис. 1а).
Рис. 1. Пространственная гибка
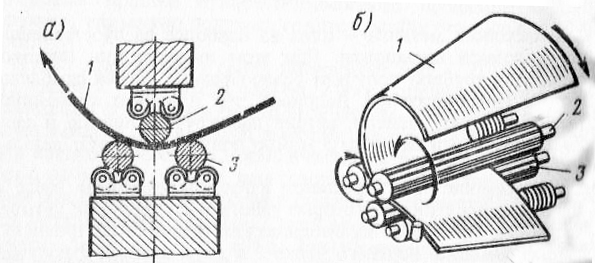
Обшивки самолетов и вертолетов изготавливают чаще всего на гибочных валковых станках, которые работают по трех- или четырех- валковой схеме. При гибке цилиндрической обшивки на трехвалковом станке с помощью верхнего валка 2 и двух нижних 3 получают изогнутую деталь 1 (рис. 2а). Радиус кривизны может быть изменен путем увеличения или уменьшения расстояния между верхним 2 и нижним 3 валками. При изготовлении конического участка обшивки на четырехвалковом станке (рис. 2б) обшивка 1 изгибается под действием вращающегося верхнего валка 2 и трех нижних 3. Листовая заготовка перемещается под действием сип трения. Перемещение валков может быть автоматизировано, что позволяет получить детали высокой точности с высокой производительностью труда.
Рис. 2. Гибка обшивок: а - на трехвалковых станках; б - на четырехвалковых станках
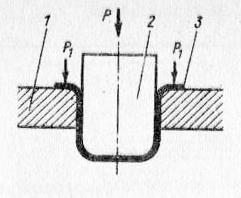
Вытяжкой называют процесс превращения плоской или полой заготовки в открытую с одной стороны полую деталь практически любой пространственной формы. В производстве самолетов и вертолетов вытяжкой изготавливают обтекатели, днища различных емкостей, части оболочек и другие детали. Здесь под действием усилия вытяжки Р, приложенного к пуансону 2, листовая заготовка, уложенная на матрицу 1, втягивается в зазор между пуансоном 2 и матрицей 1 (рис. 3). Получается деталь 3. При этом, чтобы не образовался гофр (складки листовой заготовки), концы листа прижимают усилиями Р1. Деталь требуемой формы и размеров можно получить за одну, две или несколько операций вытяжки. Как правило, при вытяжке, особенно глубокой, происходит утонение материала, что всегда учитывают при конструировании.
Рис. 3. Схема листовой штамповки
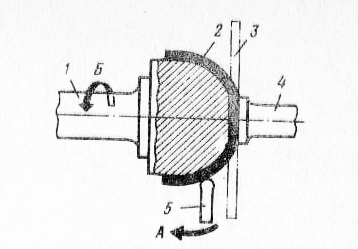
К этому способу изготовления деталей можно также отнести выдавливание. Схема такого процесса приведена на рис. 4. Выдавливание может осуществляться различными способами. Рассмотри наиболее широко применяемый способ - обкатку на токарно-давильном станке. Принцип обкатки состоит в местном пластическом дефор мировании вращающейся заготовки инструментом – давильником. Давильник при этом движется вдоль образующей оправки. Схема изготовления деталей, имеющих форму полых тел вращения, приведена на на рис. 5. Здесь плоская листовая заготовка 3 прижимается оправке 1 прижимом 4. Оправку 1 закрепляют в патроне токарного станка, а прижим 4 - в задней бабке. При включении станка оправка, заготовка и прижим начинают вращаться (по стрелке Б). Давильник 5 перемещаясь вдоль образующей оправки (по стрелке А), прижимает к ней лист заготовки, пластически деформируя его. В результате этого получается готовая деталь 2. Процесс обкатки аналогичен процессу вытяжки в штампе. Только здесь материал под действием давильника перетекает в каждый момент на малом участке, где действует усилие деформирования.
Рис. 4. Схема давильных работ
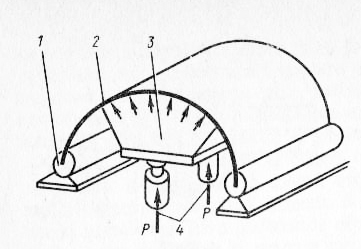
Обтяжка - формообразующая операция, сущность которой состоит в том, что плоская или пространственная заготовка обтягивается по пуансону, принимая его форму. Работу эту выполняют на специальных обтяжных прессах. При работе обтяжного пресса листовая заготовка 2 закрепляется в зажимах 1 (рис. 5). Снизу под нее подводят пуансон 3, который под действием усилий Р, создаваемых гидравлическими цилиндрами 4, растягивает заготовку, и она плотно прижимается к поперхности пуансона. Поскольку здесь имеет место пластическая деформация, заготовка принимает форму рабочей поверхности пуансона.
Рис. 5. Схема обтяжки
|
||