Электронно-лучевая
сварка
Электронно-лучевую
сварку
относят к термическому классу. Они имеет довольно широкое
распространение. Сущность
электронно-лучевой
сварки состоит в использовании кинетической
энергии
электронов,
с огромной скоростью движущихся в вакууме. Пучок электронов образуется
за счет эмиссии электронов, испускаемы к катодом. Устройство для
электронно-лучевой сварки называют элекронной пушкой. Рассмотрим
принципиальную схему устройства для формирования электронного пучка,
используемого для сварки
металлов
(рис. 1). Здесь катод
1,
нагреваемый до 1200 – 1600 °С, излучает электроны, ускоряемые вторым
электродом (анодом)
2.
Образуется электронный пучок
3. Катод
1 имеет
форму пластинки (иногда спирали). Его изготавливают из вольфрама,
тантала, гексаборида лантана. Оба электрода имеют размеры, позволяющие
получить минимальный диаметр электронного пучка. При дальнейшем движении
проявляется действие одноименных зарядов электронов, которые
отталкиваются друг от друга и пучок расширяется. Для его сужения,
увеличения концентрации энергии на единице площади, на пути
электронного
пучка устанавливают
магнитную линзу
4, сжимающую
пучок. Далее
устанавливают магнитную систему отклонения пучка. Для перемещения
относительно сварного шва на пути электронного луча (пучка электронов)
3 помещают
магнитную отклоняющую систему 5.
Сфокусированный
электронный луч падает на свариваемые детали 7. Здесь кинетическая
энергия электронов преобразуется в тепловую, нагревая металл до
температуры плавления, что позволяет образовать сварной шов 6. Катод и
анод помещают в вакуумную камеру для обеспечения свободного перемещения
электронов и тепловой изоляции электродов. Электронный пучок,
используемый для сварки, имеет высокую плотность энергии в пятне
нагрева, что позволяет сваривать очень многие металлы и сплавы. Швы,
выполненные электронно-лучевой сваркой, имеют глубокое проплавление,
которое часто называют кинжальным (рис. 16). Получение узкой и глубокой
зоны проплавления при ее малом объеме позволяет снизить расход энергии и
деформацию свариваемых деталей по сравнению с дуговой сваркой.
Для эффективной защиты
сварочной ванны от воздействия внешней среды сварку электронным лучом
производят в вакууме. Такая сварка выполнялась в космическом
пространстве космонавтами.
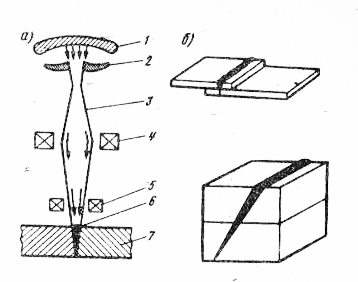
Рис. 1.
Схема электронно-лучевой сварки
