|
Лазерная сварка
Лазерная
сварка все
более широко применяется в авиастроении. Она основана на применении
оптических квантовых генераторов (ОКГ). В этом случае используется
тепло, возникающее на поверхности спариваемых материалов при воздействии
на них светового луча ОКГ - лазера. Лазерное излучение обеспечивает
высокую концентрацию энергии, превосходящую другие сварочные источники
энергии (газовые, дуговые, электронно-лучевые). Лазерная сварка может
выполняться в атмосфере воздуха или в среде защитных газов (аргона,
гелия или углекислого газа).
Существенной особенностью
лазерного излучения является то, что с помощью зеркальных оптических
систем лазерный луч может быть направлен в труднодоступные места и подан
на значительное расстояние без потерь энергии. Для сварки применяют
твердотельные и газовые ОКГ.
Световой поток лазера (ОКГ)
представляет собой электромагнитное излучение высокой интенсивности,
имеет высокую направленность и позволяет концентрировать энергию в
ничтожно малом объеме Поскольку лазерное излучение как и световой поток
может быть сфокусировано, то при высокой плотности излучения в зоне
обработки получается локальность, воздействия, малая зона термического
влиянии при кратковременном воздействии излучения. При этом
обеспечивается бесконтактный ввод энергии в зону обработки. Отсюда
минимальные изменения в околошовной зоне, что обеспечивает более
высокую надежность сварного соединения, полученного с применением
лазерного излучения.
Важнейшим преимуществом
лазерной сварки является возможность использования луча из одного
источника для сварки на нескольких рабочих местах (рис. 1). С помощью
отклоняющего поворотного зеркала
4 через
фокусирующее устройство
3 можно
направлять лазерный луч
1 к рабочему
месту
2 или 5.
Очевидно, что в момент подготовки к сварке на одном рабочем месте на
другом будет происходить сварка. Отсюда ясно, что коэффициент
использования оборудования будет выше, чем при других способах сварки. К
преимуществам лазерной сварки следует отнести также то, что она не
нарушает условий охраны окружающей среды.

Рис. 1. Схема лазерной сварки
Еще одно важное
преимущество лазерной сварки способствовало широкому ее распространению.
Речь здесь идет о возможности наплавки различных металлов на
поверхности деталей. Такая наплавка получается при расплавлении на
поверхности металлического порошка (рис. 2). Здесь луч лазера
1 проходит
через фокусирующее устройство
2 и затем
уже попадает на деталь
4. В зону
сварки через патрубок
3 подают
металлический порошок. Металлический порошок, образуя небольшое облако
5, под действием луча расплавляется, покрывая деталь.
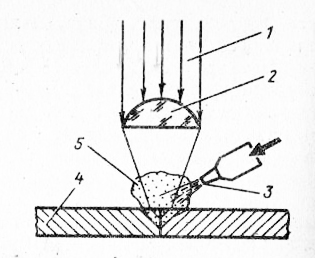
Рис. 2. Схема лазерной
наплавки
Для защиты сварочной ванны
от воздействия внешней среды используют лазерную сварку с применением
защитного газа (рис. 3). Здесь луч лазера
1 попадает
на деталь. При этом он проходит через отверстие в трубе
2, по
которой подают защитный газ. Он сдувает брызги и продукты испарений,
которые получаются при сварке. Кроме того, сварка закрывается облаком
нейтрального газа изолируя сварочную зону от воздействия внешней среды.

Рис. 3. Лазерная сварка с
применением защитных газов
|
