|
Сущность сварки и виды сварки
Сваркой
называют процесс получении неразъемных соединений металлических деталей
и узлов посредством образования межатомных связей между свариваемыми
частями при их нагреве или пластическом деформировании. Поскольку все
металлы в твердом состоянии представляют собой тела с кристаллической
структурой, при сваривании в одно целое различных частей необходимо
элементарные частицы (ионы, атомы) сблизить настолько, чтобы между ними
действовали межатомные связи. В этом случае образуется неразъемное
соединение, достаточно надежное и долговечное. Этого добиваются с
помощью нагрева или пластического деформировании как раздельно, так и
при их совместном действии.
В
авиастроении сварку при пластическом деформировании не применяют из-за
недостаточной прочности соединения при циклических нагрузках, невысокой
долговечности и малой надежности.
При
сварке с нагревом соединяемых металлов (термический класс сварки)
получают соединение с оплавлением металлических кромок. Сваркой можно
соединить детали, изготовленные из материалов, обладающих
свариваемостью. Под ней понимают свойство металла или сплава
образовывать с помощью сварки неразъемные соединении свойства которых
близки к свойствам основного металла.
Кромки деталей
1
и
3
(рис. 1) сварного соединения расплавляют. При этом жидкий металл одной
кромки соединяется с жидким металлом другой кромки. Создается общий
объем жидкого металла, называемый сварочной ванной. Когда металл в
сварочной ванне застывает, получается сварной шов
2.
Прогрев и остывание в районе сварочного шва проходят неравномерно, так
что структура околошовной зоны 5 и холодного металла
4
отличаются друг от друга. В околошовной зоне, образовавшейся при
переходе от жидкой фазы к твердому металлу, структура может быть
неравномерной. Эта неравномерность может оказаться причиной образования
трещин. Таким образом, в зоне термического влияния
а
(околошовной зоне) происходят структурные изменения, влияющие на
свойства основного металла
4,
не подвергавшегося нагреву. В процессе эксплуатации эту зону
внимательно контролируют на отсутствие трещин. Металл шва, как правило,
не уступает прочности основного металла, а часто и превосходит ее. Шов
образуется не только за счет расплавления соединяемых металлических
кромок, но и за счет дополнительного присадочного металла, вводимого в
сварочную ванну.
Для
того чтобы защитить сварочную ванну от образования вредных примесей, в
нее вводят различные вещества, называемые
флюсами.
Они предохраняют, например, сварочную ванну от соединения с кислородом и
азотом воздуха элементов, находящихся в ванне. Флюсы могут принять
участие в раскислении, что значительно улучшает качество шва. Для защиты
от воздействия внешней среды могут тик же применяться различные
нейтральные газы, например аргон или гелий. В некоторых случаях в
качестве изолирующей среды применяют
двуокись углерода, азот или водород для тех металлов, относительно
которых эти газы нейтральны.
Виды сварки
По
виду применяемой энергии различают сварку плавлением и давлением с
местным нагревом. Сварка с
помощью
плавления может быть газовой, дуговой, электрошлаковой,
электроннолучевой, лазерным лучом, плазменной. Кроме того, существует
ряд специальных видов сварки. В авиастроении распространены также
контактные виды сварки - давлением с местным нагревом.
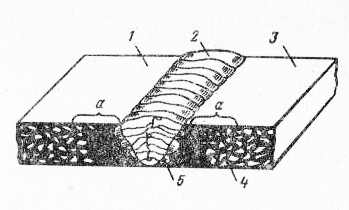
Рис. 1. Вид сварного
соединения
|
