
Прокатный передел занимает второе место, после доменного производства по затратам энергии на изготовление готовой продукции, причем 95% приходится на долю газа и электроэнергии. На нагрев заготовок под прокатку в печах приходится 60%, а непосредственно на прокатку – 40% энергозатрат. В качестве топлива для нагревательных печей используется природный газ – 40%, коксовый газ – 30%, доменный газ – 25%, и 5% мазут.
Методы энергосбережения при нагреве слитков в колодцах
Нагревательные колодцы в основном используются для нагрева слитков при прокатке на блюмингах и толстолистовых станах (ТЛС).
В связи с переходом на использование непрывнолитой заготовки слитковый передел постепенно убирают с заводов и количество нагревательных колодцев пребывающих в эксплуатации сокращается. Однако нагревательные колодцы все равно будут использоваться при производстве проката из специальных марок сталей и плит на толстолистовых станах.
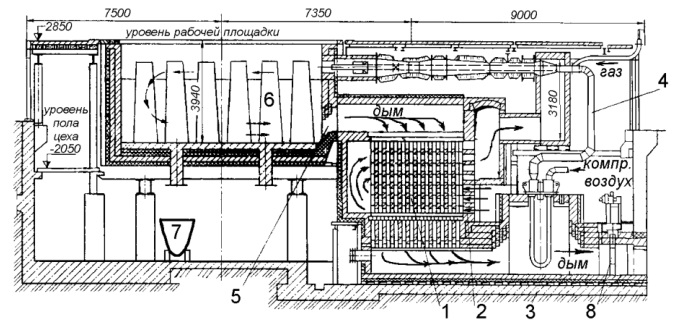
Слитки нагревают в колодцах рекуперативного (рис. 10), регенеративного (рис. 11) типов и электрических. Расход топлива на нагрев слитков в рекуперативных колодцах
составляет 27…35 кг у.т./т, в регенеративных – 30…40 кг у.т./т.
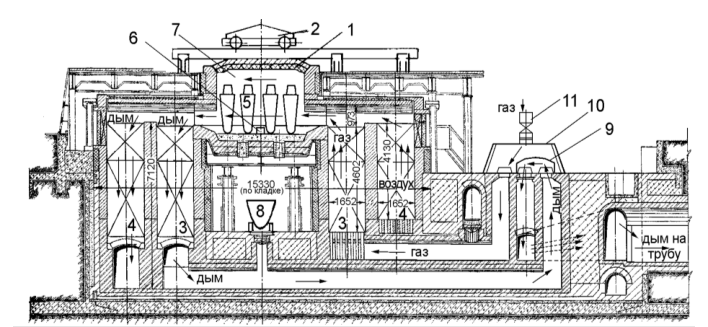
В колодцах рекуперативного типа теплоотдача от дымовых газов к газу и воздуху для горения происходит в трубчатых рекуператорах. В колодцах регенеративного типа теплопередача осуществляется через нагрев дымовыми газами регенеративной насадки, после чего происходит перенаправление потоков и через насадку проходит уже газ и воздух для горения, затем, когда насадка остынет, снова происходит перекидка клапанов и насадка опять нагревается дымовыми газами, а газ и воздух нагреваются уже через другую
предварительно нагретую насадку.
Основные методы энергосбережения при нагреве слитков в колодцах следующие:
- повышение температуры слитков, подаваемых в нагревательные колодцы, до 800…830 °С. Повышение температуры посада на каждые 100 °С эквивалентно снижению расхода топлива на 4…6 кг/т;
- повышение доли горячего посада до 90…98%;
- нагрев слитков с повышенным теплосодержанием (с жидкой сердцевиной). По этой технологии слиток вынимается из изложницы, когда степень кристаллизации металла составляет 70…75% и помещается в ячейку при отключенной подаче топлива для завершения процесса кристаллизации и последующего подогрева. Технология позволяет на 40…50% повысить производительность нагревательных колодцев, на 50…70% уменьшить расход топлива и на 3…5 кг/т потери стали с угаром. Особенностью теплового состояния слитка перед его прокаткой является более высокая температура оси по сравнению с температурой поверхности
- импульсный нагрев слитков. Для импульсного нагрева слитков используют те же горелочные устройства, что и при обычном нагреве, но с измененными расходными характеристиками. При этом топливо подают в колодец периодически. Продолжительность одного импульсного включения 9…13 мин., количество циклов подачи топлива при горячем посаде 8…14, при холодном 18…20. При этом удельный расход топлива снижается на 13…16% а продолжительность нагрева на 15%.
Горячий посад металла и прямая прокатка
Горячий посад (ГП) непрерывнолитых и горячекатаных слябов и заготовок в методические печи стана и прямая прокатка (ПП) являются эффективными мероприятиями, которые обеспечивают снижение расхода топлива на нагрев металла под прокатку.
В общем случае горячим посадом считается посад металла с температурой более 600 °С, теплый 300…600 °С, холодный меньше 300 °С.
Прокатка металла транзитом от обжимных заготовочных станов, или непосредственно от МНЛЗ с небольшим подогревом (или без него) в проходных печах называется прямой прокаткой. Данное технологическое мероприятие уменьшает расход топлива на 15…60% относительно расхода при холодном посаде (ХП).
На рис.12. приведен расход энергии в МДж/т при различных технологических схемах производства от жидкой стали до широкополосного проката. Цифрами обозначен удельный расход энергии в МДж/т на предыдущей операции. Справа даны данные о суммарном расходе энергии и экономии энергии по сравнению с холодным посадом.
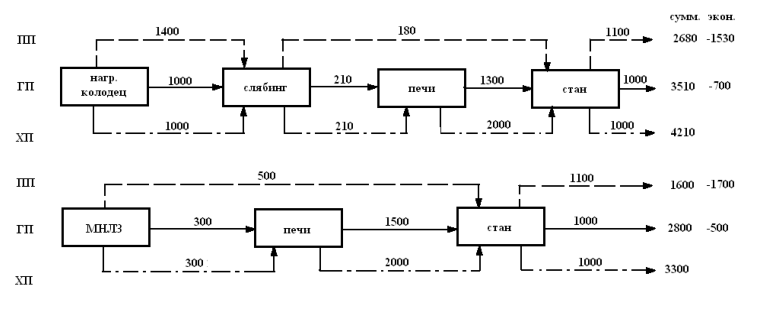
Таким образом затраты энергии при холодном посаде фактически в 2 раза больше чем при использовании схемы прямой прокатки. А использование МНЛЗ вместо слиткового передела позволяет сократить расход энергоресурсов на 20…40% при аналогичных схемах прокатки.
Экономия энергоресурсов при нагреве металла в методических печах
Нагрев слябов и заготовок под прокатку в основном производят в методических печах (рис. 13). В трехзонной печи различают зоны подогрева, сварочную и томильную. В современных методических печах может быть от 5 до 7 зон нагрева. Существуют методические печи с глиссажными трубами, с шагающими балками и шагающим подом. Для подогрева металла в случае использование прямой прокатки и на ЛПА применяют роликовые проходные печи.
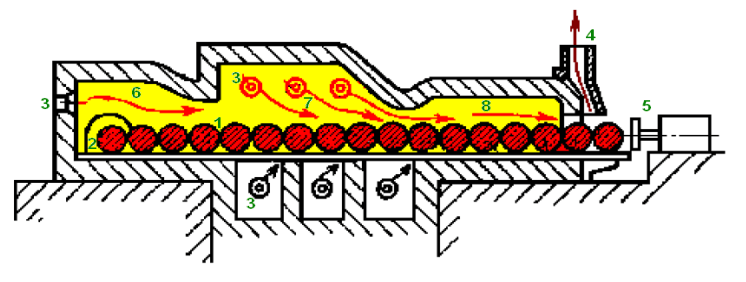
В среднем в современной методической печи распределение теплоты от сгорания топлива происходит следующим образом: на нагрев заготовок расходуется 58 % тепла, на охлаждающую воду/пар – 12%, через стенки печи теряется 11 %, и 19 % выносится с отходящими газами.
Известны следующие методы экономии энергоресурсов в методических печах:
- увеличение длины неотапливаемой зоны печи за счет чего используется большее количество теплоты отходящих газов;
- установка камер предварительного подогрева заготовок отходящими газами. При подогреве металла отходящими газами расход топлива может быть сокращен на 15%;
- повышение температуры подогрева воздуха продуктами горения до 700° С, что позволяет при увеличении температуры нагрева воздуха на каждые 100°С экономить 4…5 кг у.т./т;
- совершенствование конструкций горелок для обеспечения полного сжигания топлива;
- установка газокислородных, в том числе беспламенных горелок, которые уменьшают расход топлива на 25…40 % (за счет того, что исключается нагрев азота в воздухе, который используется в обычных горелках), увеличивают производительность печи и ее нагревательную способность, а также снижают окалинообразование и выброс вредных веществ;
- применение легковесных термоизоляционных материалов в т.ч. волокнистых огнеупоров. Например, термоизоляция подовых труб или балок, выполняемая из огнеупорных волокнистых материалов, позволяет сократить расход топлива на 18…25% и повысить производительность печи на 15%;
- применение систем испарительного охлаждения, которые позволяют утилизировать тепло из системы охлаждения печи, в которой до 15…20% теплоты, подаваемой с топливом, отводится системой охлаждения конструктивных элементов печи. При этом около 90% теплоты, воспринимаемой охлаждаемыми элементами печи, приходится на долю подовых труб (балок);
- оптимизация работы печей с использованием автоматики позволяет снизить расход топлива на 15…20 кг/т.;
- использование физической теплоты отходящих газов нагревательных печей для выработки пара в котлах-утилизаторах;
- применение технологии низкотемпературной прокатки.
Энергосберегающие технологии индукционного нагрева
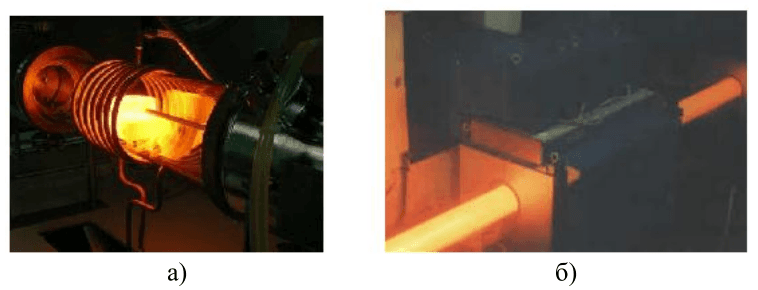
Индукционный нагрев металла (рис. 14) перед прокаткой позволяет снизить затраты на энергоресурсы, повысить качество проката и выход годного металла. Расчеты показывают, что стоимость тепловой энергии, получаемой сжиганием природного газа и затрачиваемой на нагрев металла, в 1,4 раза больше стоимости электроэнергии при индукционном нагреве.
Установки индукционного нагрева имеют хороший КПД и обеспечивают равномерный нагрев. Однако применение только индукционного нагрева часто оказывается слишком дорогим, особенно, в случае с тонкими слябами. Поэтому рекомендуется применять систему, которая бы использовала газовую печь для основного нагрева и применяла бы индукционную технику для тонкого регулирования температуры только перед самой прокаткой.
Наиболее экономически выгодный подход, снижающий стоимость нагрева тонны металла при существенном уменьшении окалинообразования и обезуглероживания, заключается в подогреве металла после выхода из газовой печи (900…1150 °С) до температуры прокатки (1150…1250 °С).
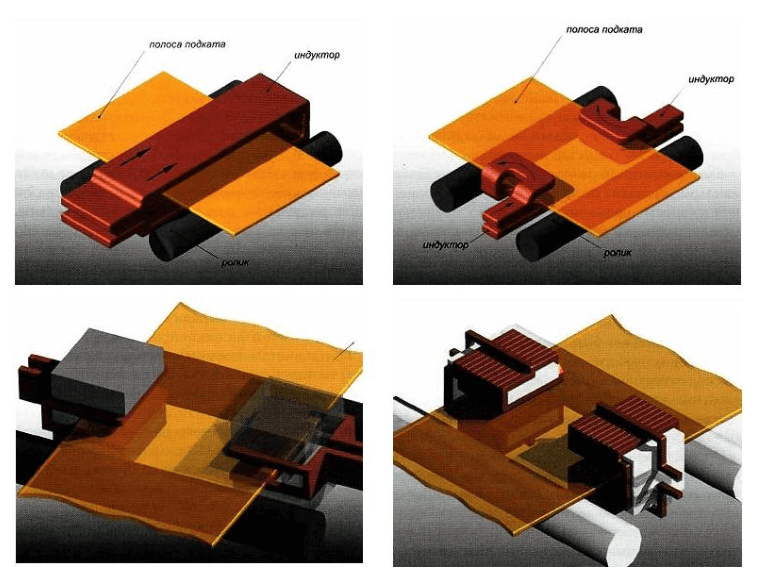
Доведение температурного поля сляба до необходимых кондиций непосредственно перед прокаткой можно осуществлять в индукционных нагревателях благодаря ряду преимуществ, таких как хорошие энергетические показатели, высокая скорость нагрева, небольшие габариты установок и т.д. Различные виды индукционных подогревателей приведены на рис 15.
Установки индукционного нагрева потребляют на 73…80 % меньше конечной энергии, чем газовые установки. Также преимуществом индукционных установок являются широкие возможности регулирования диапазона нагрева, что приводит к повышению качества продукта и увеличению срока службы прокатного стана.
Снижение расхода энергии в печах для термообработки
Для термической обработки металлов применяются печи разнообразных типов и конструкций, в зависимости от вида обработки (закалка, отпуск и т. п.), веса и габарита изделий, рода применяемого топлива, характера производства и ряда других факторов.
Основные пути снижения расхода энергии в печах для термообработки:
- использование тепла прокатного передела. Закалка с прокатного нагрева позволяет не только экономить топливо, но и получать прокат из рядовых марок сталей с механическими характеристиками, которые свойственны легированным;
- горячий посад толстых листов в нормализационные печи;
- сокращение длительности и температуры нагрева, применение более простых режимов;
- совершенствование конструкции термических печей с целью повышения КПД;
- рекуператоры для использования теплоты отходящих газов колпаковых печей, могут снизить расход топлива на 16…20%.
Источник: Скляр В. О. Инновационные и ресурсосберегающие технологии в металлургии. Учебное пособие. – Донецк.: ДонНТУ, 2014. – 224 с.



