
Исходным продуктом прокатного производства являются слитки различной формы, размеров и массы. Из слитков получают полупродукт в виде блюмов, слябов, заготовок и сутунки, которые в свою очередь служат исходным продуктом для получения в последующем переделе готовой продукции: балок, швеллеров, рельсов, сортовых и специальных профилей, листов, труб и т. д.
Основной характеристикой современных крупных блюмингов и слябингов, имеющих в большинстве случаев индивидуальный привод каждого валка, является диаметр рабочих валков. Станы с приводом рабочих валков от шестеренной клети характеризуются диаметром начальной окружности шестеренных валков.
В зависимости от назначения, конструкции и состава оборудования различают следующие виды обжимных станов:
- Блюминги, выпускающие блюмы квадратного или близкого к нему сечения размерами от 150×150 до 450×450 мм. Блюмы предназначены для дальнейшей прокатки на заготовочных и сортовых станах. Блюминги по диаметру валков можно разделить на блюминги с малым диаметром валков (800—900 мм), со средним диаметром валков (950—1150 мм) и с большим диаметром валков (1200—1500 мм).
- Слябинги, выпускающие слябы плоского сечения толщиной 50—350 мм и шириной до 2000 мм. Слябы предназначены для дальнейшей прокатки на листовых станах. В настоящее время наибольшее распространение получили универсальные слябинги, имеющие, кроме горизонтальных валков, вертикальные валки для обжатия боковых кромок слябов.
- Блюминги-слябинги, имеющие только горизонтальные валки с большой высотой подъема верхнего валка. Это позволяет прокатывать на них, кроме блюмов, широкие слябы, обжимая боковые кромки слябов в ребровых проходах.
- Двухклетьевые блюминги (тандемы), состоящие из двух последовательно расположенных двухвалковых реверсивных блюмингов: большого и малого или среднего и малого. Двухклетьевые блюминги обладают значительно большей производительностью, чем одноклетьевые. В настоящее время большое распространение на отечественных заводах получили типовой блюминг 1150 и блюминг 1300 конструкции Уралмашзавода, слябинг 1150 конструкции НКМЗ и блюминг-слябинг 1150.
Блюминг является самым производительным агрегатом металлургического завода, его годовая производительность составляет 3—4 млн. т и более.
Наиболее мощными по производительности являются блюминги 1300, установленные на Челябинском, Криворожском и Западно-Сибирском металлургических заводах. Их проектная мощность в 1,5—2,0 раза превышает мощность аналогичных отечественных и зарубежных станов.
Блюминг 1150 конструкции УЗТМ
Уралмашзавод изготавливает блюминги 1150 для прокатки слитков массой 7—16 и 7—10 т. Средняя годовая производительность стана составляет до 3 млн. т по слиткам
Сортамент готовой продукции следующий: блюмы сечением от 200×200 до 400×400 мм; слябы сечением 100÷250×600÷1550 мм (при максимальной массе слитков до 10 т); фасонные блюмы (для прокатки двутавровых балок с широкими полками) высотой до 350 мм, шириной до 550 мм и толщиной шейки 100 мм.
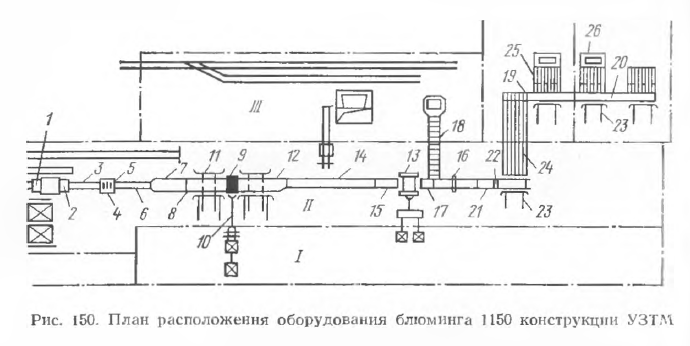
Оборудование блюминга (рис. 150) расположено в трех параллельных пролетах. Пролет I представляет изолированное помещение машинного зала, в котором установлено электрооборудование стана. В пролете II помещаются все механизмы стана. Пролет III, называемый скрапным, предназначен для уборки окалины от стана и обрезков от ножниц.
В соответствии с техническим процессом оборудование блюминга можно разделить на четыре участка: головной (приемный); линию рабочей клети; ножницы; участок уборки блюмов и слябов.
На головном участке имеются слитковоз 1, пружинно-гидравлический упор 2, приемный рольганг 3 со встроенным в него стационарным опрокидывателем, сталкивателем и упором, башенные весы 4 с поворотным механизмом для слитков, рольганг-весы 5 и подводящий рольганг 6. Механизмы этого участка обеспечивают подачу слитков от нагревательных колодцев, укладку их на приемный рольганг, автоматическое взвешивание слитков и разворот их (при необходимости) в горизонтальной плоскости на 180° для задачи в рабочую клеть нижним концом и подачу на передний раскатной рольганг стана.
На новых блюмингах конструкции УЗТМ в отличие от существующих блюмингов к стану одновременно подают два прямоугольных слитка массой 7—10 т.
При обслуживании близких к стану колодцев или при выходе из строя слитковоза слитки на рольганг укладывает встроенный стационарный опрокидыватель. При подаче слитков слитковозом стационарный опрокидыватель беспрепятственно пропускает слитки, транспортируемые по рольгангу к стану. Слитки массой до 16 т автоматически взвешиваются с точностью ±25 кг башенными весами, расположенными над рольгангом весов. Встроенный в весы механизм при необходимости разворачивает слитки на 180°. Масса слитков регистрируется специальным прибором с автоматическим суммированием массы. Показания приборов передают на пульт управления.
В состав линии рабочей клети входят следующие агрегаты и механизмы: двухвалковая реверсивная клеть 9 с валками диаметром 1150 мм и длиной бочки 2800 мм; устройство для перевалки и встроенные в клеть четыре станинных ролика; универсальные шпиндели 10; раскатные рольганги 7 перед станом; рабочие рольганги 8 перед станом и за ним; манипулятор с кантователями 11; механизированное устройство для уборки крупного скрапа из-под рабочей клети; раскатной рольганг 12 за станом.
Привод рабочих валков клети индивидуальный от двух электродвигателей мощностью 3300 или 4600 кВт при частоте вращения до 2 с-1. Основная частота вращения составляет 0,83—1,17 с-1. Уравновешивание верхнего валка и верхнего шпинделя грузовое. С каждой стороны клети вмонтировано по два станинных ролика на сферических роликоподшипниках. Привод всех роликов индивидуальный. Рабочая клеть снабжена быстроходным нажимным устройством, обеспечивающим перемещение верхнего валка со скоростью до 180 мм/с. Привод нажимных винтов осуществляется от вертикальных электродвигателей через цилиндрическую зубчатую передачу с вертикальным расположением осей шестерен. Перед клетью и за ней установлены линейки манипулятора с безредукторным приводом от специальных тихоходных электродвигателей. Манипуляторы снабжены кантователями с дифференциальными приводами.
Установленные за блюмингом, прокатывающим слитки массой до 16 т, кривошипные ножницы 13 имеют усилие резания 10 Мн. В состав оборудования участка ножниц также входят отводящие рольганги 14, рольганг перед ножницами 15, сталкиватель обрезков, передвижной упор 16, отодвигающийся рольганг 17 с приводом и конвейер уборки обрезков 18 с ямами для их охлаждения.
На ножницах с нижним резом, совершающих 10 резов в минуту, предусмотрены рычажный прижим металла и предварительный подъем металла над рольгангом. Привод ножниц осуществляется через шпиндельное соединение и редуктор от двух электродвигателей общей мощностью до 1300 кВт, расположенных в машинном зале.
Участок уборки готовой продукции состоит из транспортных рольгангов 19 и 20, автоматических весов 21 для взвешивания готовой продукции, клеймителя 22, сталкивателей 23, штабелирующих столов 25, стеллажей с карманами 26 или других уборочных средств. При наличии линии уборки в пролете, параллельном становому пролету, блюмы или слябы убираются с рольгангов линии стана цепным транспортером 24 со сталкивателем.
Слябинг 1150
В отличие от блюминга слябинг является универсальным двухвалковым реверсивным станом, имеющим горизонтальные и вертикальные валки. Устанавливаемые в последнее время универсальные слябинги могут прокатывать слябы шириной до 2 м из слитков массой до 25—30 т (рис. 151). Для обеспечения заданной производительности слябинга необходимо иметь около 20 групп нагревательных колодцев. При расположении их в один ряд, как обычно практиковалось на блюмингах и слябингах, длина пути слитковоза в один конец достигает 320 м. При большой производительности этого стана и высоком ритме прокатки один слитковоз не успевает подавать слитки от нагревательных колодцев к приемному рольгангу. Поэтому нагревательные колодцы на многих заводах расположены в двух параллельных пролетах и обслуживаются двумя слитковозами.
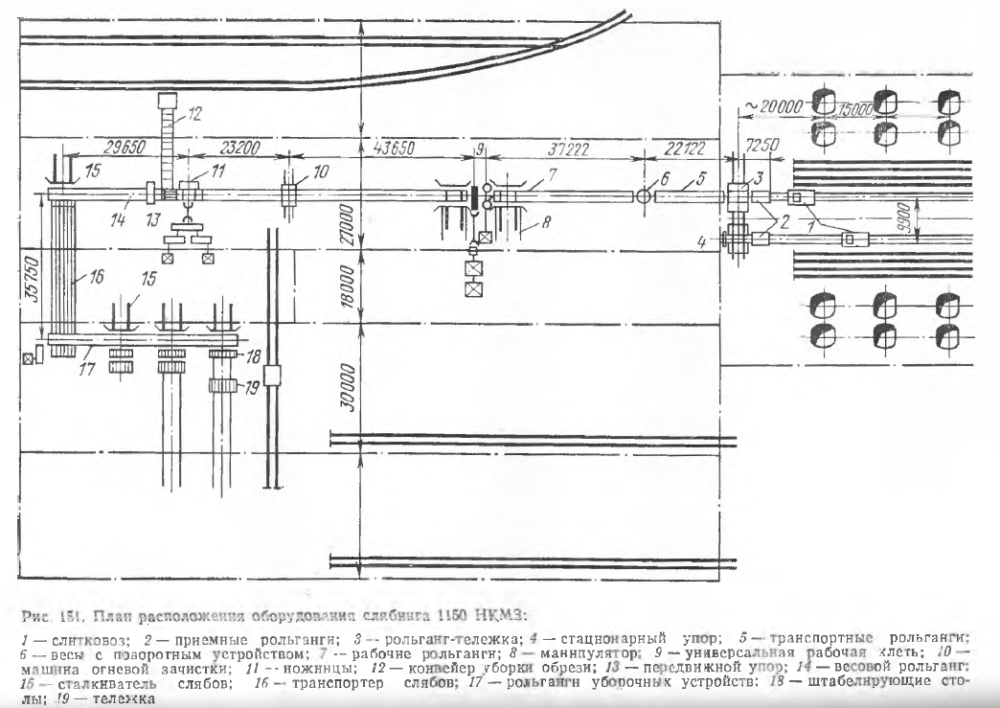
Все оборудование слябинга можно разделить на пять участков:
- приемный участок стана, состоящий из двух приемных рольгангов, рольганга-тележки, стационарного упора, транспортных рольгангов и поворотного устройства с весами;
- главную линию стана с примыкающими к ней рабочими рольгангами и манипулятором с кантователем;
- машину огневой зачистки горячего металла в потоке в обслуживающими ее рольгангами;
- ножницы с прилегающими к ним рольгангами, сталкивателсм обрези, конвейером для уборки обрезков и передвижным упором;
- хвостовой участок стана, состоящий из механизмов для клеймения, взвешивания и уборки слябов.
Главная линия стана состоит из двухвалковой рабочей клети с горизонтальными валками и расположенной перед ней двухвалковой клети с вертикальными валками. Рабочая клеть с горизонтальными валками имеет валки диаметром 1150 мм с длиной бочки 2100 мм. Валки имеют гладкую бочку и установлены в подушках на подшипниках с текстолитовыми вкладышами. Рабочие валки имеют индивидуальный привод от двух электродвигателей мощностью пс 4600 кВт. Механизм для установки верхнего валка обеспечивает подъем его на 1750 мм со скоростью 75—150 мм/с. Рабочая клеть с вертикальными валками имеет валки диаметром 900 мм с длиной бочки 2100 мм. Для использования всей бочки валков они выполнены так, что их можно переворачивать при перевалке, благодаря чему значительно увеличивается срок службы валков. Привод вертикальных валков осуществляется от одного электродвигателя постоянного тока мощностью 2200 кВт. Механизм установки вертикальных валков обеспечивает зазор между валками в пределах 600—2150 мм. Скорость установки валков регулируется в пределах 40—80 мм/с.
После деформации раскат поступает на машину огневой зачистки, где поверхностные дефекты зачищаются кислородно-ацетиленовыми горелками.
Ножницы для резки горячих слябов имеют максимальное усилие резания 25 МН и ширину ножей 2100 мм.
За ножницами на рольганге с вмонтированными в него автоматическими весами слябы взвешиваются и затем могут двигаться по трем направлениям: непосредственно на листовые станы для дальнейшей прокатки без промежуточного нагрева; к методическим печам для подогрева и затем на листовые стали для дальнейшей прокатки; к уборочным устройствам, расположенным на складе слябов.
Цепной транспортер, служащий для передачи слябов на склад, рассчитан на транспортировку слябов длиной 1,5—5,5 м и массой до 17 т при скорости транспортировки 0,5 м/с. С транспортера слябы направляются на рольганг уборочных устройств. Для подачи слябов с транспортного рольганга на транспортер и для передачи слябов с рольганга уборочных устройств на штабелирование установлены четыре сталкива- теля, один из которых расположен у транспортного рольганга, а три других у рольганга уборочных устройств.
Сталкиватели слябов уборочных устройств, кроме того, служат для продвижения стопы слябов со штабелирующих устройств на стационарные стеллажи или на тележку для горячих слябов.
Штабелирующее устройство предназначено для укладки слябов в стопы. Наибольшая высота стопы равна 800 мм, а масса достигает 30 т. Штабелирующее устройство представляет собой подъемный стол, перемещаемый двумя вертикальными винтами. Для передачи слябов во второй пролет склада имеется специальная тележка грузоподъемностью 50 т.
Блюминг-слябинг 1150
В отличие от рассмотренных выше обжимных станов нагревательные колодцы блюминга-слябинга расположены перпендикулярно становому пролету. Это сделано для того, чтобы вдвое сократить пробег слитковоза и обеспечить тем самым высокий ритм прокатки (рис. 152).
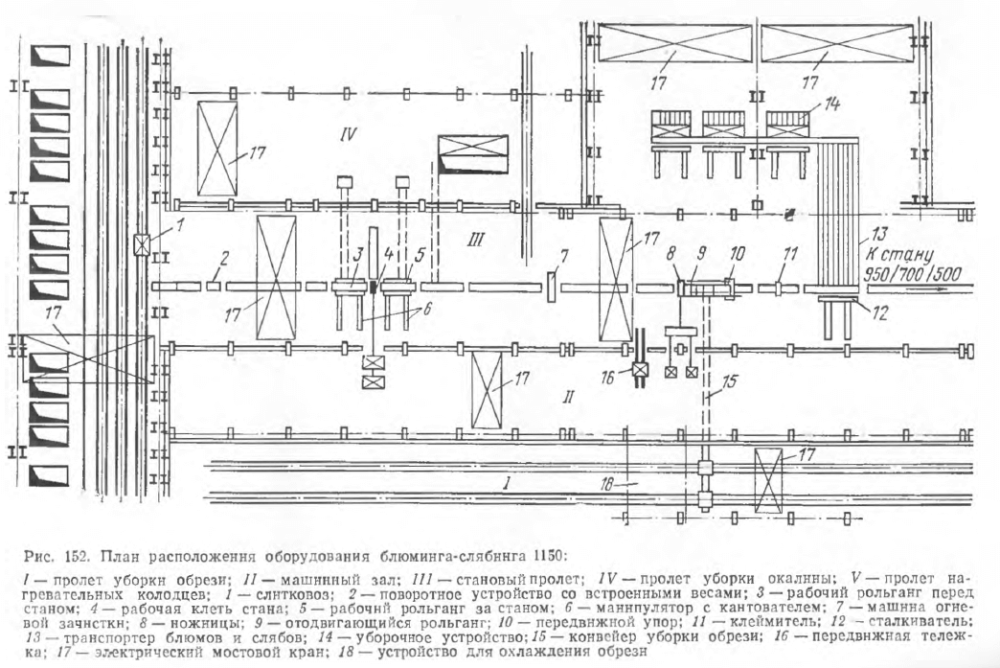
Состав оборудования блюминга-слябинга 1150 в общем аналогичен составу оборудования рассмотренных выше обжимных станов. Блюминг-слябинг 1150 предназначен для прокатки блюмов сечением 300×300 и 370×370 мм из слитков массой 7—10 т и слябов сечением 120÷150×700÷1550 мм из листовых слитков массой до 20 т. Двухвалковая реверсивная рабочая клеть имеет валки диаметром 1150 мм с длиной бочки 2800 мм. Привод валков индивидуальный от двух электродвигателей мощностью по 4600 кВт при частоте вращения 2 с-1. Величина подъема верхнего валка составляет 1520 мм; скорость установки верхнего валка 180 мм/с. Уравновешивание верхнего валка — грузовое.
В отличие от существующих блюмингов клеть оборудована кантователями с передней и задней сторон. После прокатки раскаты подвергают обработке на машине огневой зачистки.
От ножниц горячей резки блюмы поступают на полунепрерывный заготовочный стан 950/700/500, а слябы по цепному транспортеру на склад слябов.
Блюминг 1300
Блюминг 1300 конструкции УЗТМ — самый мощный автоматизированный обжимной прокатный стан. Его производительность составляет 5,5—6,0 млн. т/год, т. е. в 1,5—2 раза выше производительности типовых блюмингов 1150 (рис. 153).
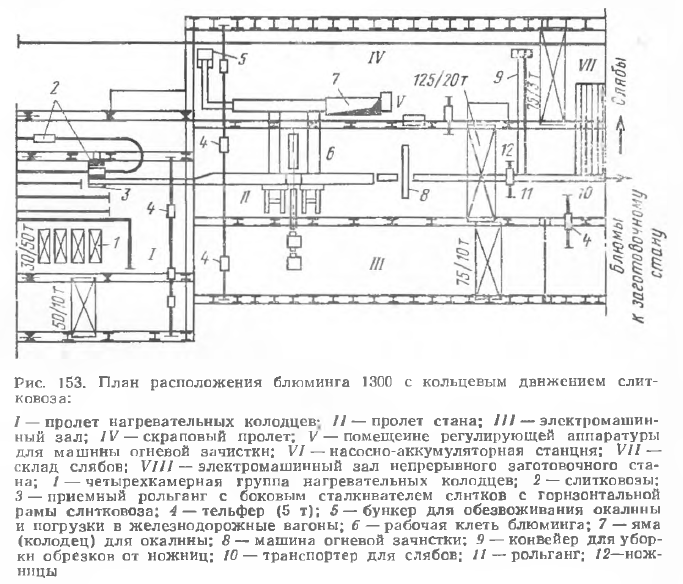
Блюминг 1300 предназначен для прокатки слитков массой 10—13 т в блюмы сечением 300×300÷370×370 мм и слябов толщиной 100— 200 мм и шириной 700—1000 мм. Средний цикл прокатки слитка в блюмы составляет около 40 с, а в слябы — около 70 с. Для нагрева слитков предусмотрено 12 групп рекуперативных нагревательных колодцев с одной боковой горелкой в каждой ячейке.
Для обеспечения ритмичности прокатки слитков при длине фронта нагревательных колодцев более 300 м предусмотрена кольцевая слиткоподача от колодцев к приемному рольгангу. Взвешивание и поворот слитка на 180° перед прокаткой (в случае необходимости) осуществляются башенными весами, расположенными над приемным рольгангом. Кантователь блюминга расположен с передней стороны клети. Диаметр валков блюминга 1300 мм, длина бочки валков 2800 мм. Каждый рабочий валок имеет индивидуальный привод ст электродвигателя постоянного тока МП-110-65 мощностью 6800 кВт при частоте вращения 0—1—1,5 с-1.
За рабочей клетью установлена машина огневой зачистки блюмов и слябов на ходу всех четырех сторон и ножницы с нижним резом усилием 12,5 Мн. Клеймение блюмов и слябов в торец после резки на ножницах осуществляется в потоке автоматическим рычажным клеймителем. После обрезки переднего и заднего концов раската на ножницах блюмы по рольгангу направляют на дальнейшую прокатку на непрерывный заготовочный стан 900/700/500, а слябы, порезанные на участки заданной длины, сталкиваются толкателем на штабелирующий стол и затем передаются тележкой на склад для охлаждения и зачистки.
Благодаря широкому применению сварных конструкций и безредукторных приводов (манипулятора кантователя, ножниц и других машин) масса механического оборудования блюминга 1300 меньше массы установленных ранее типовых блюмингов 1150 и составляет около 5400 т.
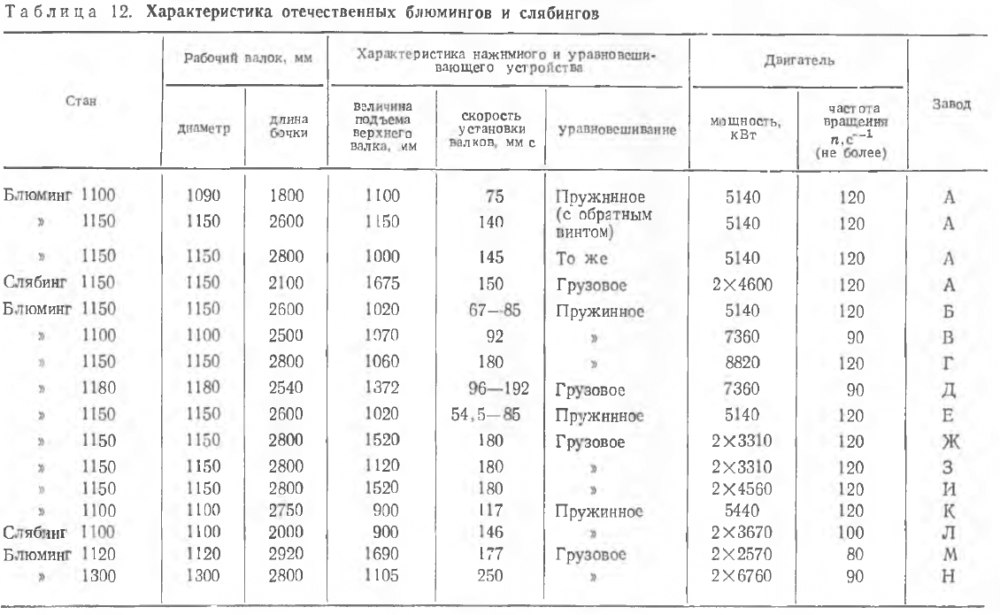
Параметры некоторых блюмингов и слябингов, установленных на отечественных металлургических заводах, приведены в табл. 12.



