
Большинство современных крупных литейных цехов для плавки цветных сплавов оборудовано индукционными печами с железным сердечником, в которых производятся сплавы из тяжелых и легких цветных металлов. Индукционные печи по сравнению со всеми другими литейными печами имеют значительные преимущества. Они обеспечивают высокое качество и полную однородность сплавов, малые потери металлов, большую производительность, небольшой расход электроэнергии, высокую чистоту и культуру литейных цехов. На рис. 235 показана конструкция отечественной индукционной печи типа ИЛО-0,75 (индукционная, латунная, однофазная емкостью 0,75 т, мощностью 400 ква). Аналогичные печи, выпускаемые зарубежными фирмами, известны под названием «Аякс». Печь состоит из цилиндрической шахты, подового камня с нагревательными каналами и магнитопровода (сердечника) с первичной катушкой (индуктором). Шахта печи состоит из железного кожуха, теплоизолирующей прослойки и огнеупорной футеровки. Внизу кожуха имеется поддон, связанный с кожухом поясом из углового железа. Под шахты выложен огнеупорным кирпичом. Для соединения шахты с подовым камнем в поддоне имеется вырез. Верх шахты закрывается железной крышкой с отверстием для загрузки. Сбоку в верхней части шахты находится отверстие и носок для разливки сплава. Подовый камень с двумя каналами набивают кварцевой, корундовой, шамотовой или магнезитовой набивной массой и в нем делают одно круглое горизонтальное отверстие для установки магнитопровода с надетой на него первичной однослойной катушкой. Верхнюю, входящую в вырез поддона часть подового камня для лучшего соединения с шахтой немного срезают. Подовый камень набивают в специальном бронзовом, медном или из немагнитной стали каркасе, состоящем из двух половин. Эти половины соединяют болтами и крепят к каркасу печи, к которому прикреплен и кожух шахты. Магнитопровод печи представляет собранный из листовой трансформаторной стали сердечник стержневого типа. Сбоку каркаса устанавливают опоры с отверстиями для оси поворота печи во время разливки сплава. Для поворота печи используют гидропривод. Футеровку подового камня для плавки бронз и латуней делают из сухой кварцевой массы следующего состава: 96 % дробленого кварца, 2 % буры, 1,5 % оконного стекла и 0,5 % глины. Для плавки никелевых сплавов камень набивают магнезитовой массой: 96,5 % плавленого магнезита, 3 % буры и 0,5 % оконного стекла. Шихту загружают через отверстие в верхней крышке и после ее расплавления сплав разливают через носок при наклоне печи. Индуктор печи охлаждается проточной водой, а футеровка канальной части — воздухом от специального вентилятора.
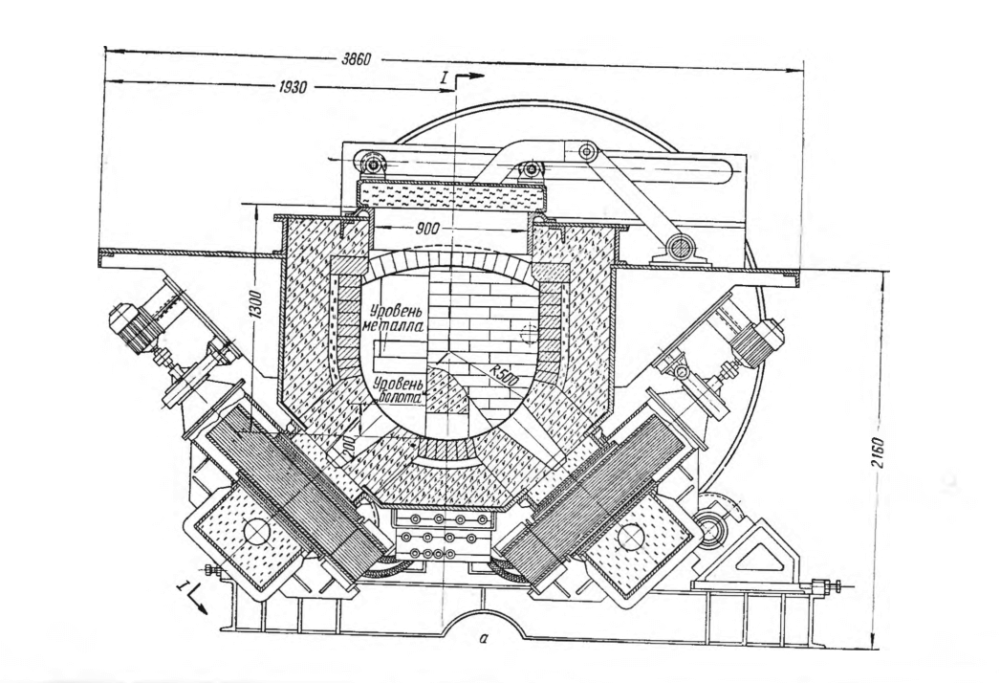
Печи подобного типа весьма широко распространены в литейных цехах для плавки меди, латуней, бронзы, никеля, мельхиора и других цветных сплавов. Индукционные печи с железным сердечником, применяемые для плавки алюминиевых сплавов, несколько отличаются по своей конструкции. Дело в том, что при плавке алюминия образующаяся на поверхности ванны окись алюминия осаждается в каналах печи, вызывая изменение их электрического сопротивления и нарушение циркуляции металла. Для свободной очистки от осадка окиси каналы в печах для плавки алюминия делают прямыми увеличенного сечения и оборудуют отверстиями с пробками, позволяющими периодически открывать каналы и прочищать их. Вследствие уменьшения плотности тока в каналах и увеличения толщины металла в шахте перемешивание металла в печи уменьшается, чем ослабляется осаждение окиси в каналах. Индукционные печи с железным сердечником, или так называемые канальные печи, могут быть одно- и трехфазные, мощностью от 400 до 2000 ква, емкостью от 0,75 до 15 т для латуни, от 20 до 40 т для цинка, от 0,5 до 6 т для алюминия и меди. Число индукционных единиц у печей этого типа составляет 1—6. Печи работают при напряжении 220—1000 в. Удельный расход энергии составляет, квт-ч/т: для латуни 200; для алюминия 450; для меди 240; для цинка 110. Время одной плавки от 0,5 до 3 ч.
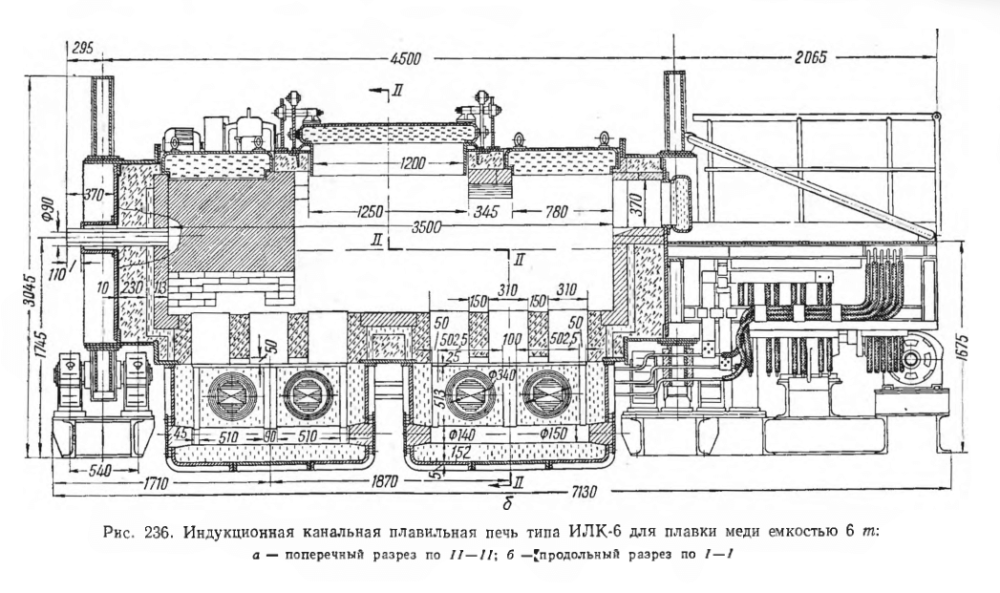
На рис. 236 показана индукционная канальная печь промышленной частоты со стальным сердечником типа ИЛК-6, используемая в современных меднолитейных для производства отливок из красной меди. Емкость печи по меди 5—6 т, общая мощность 1600 ква при активной мощности 1400 квт. Суточная производительность печи 80—120 т, число плавок в сутки 16—18. Печь состоит из следующих основных узлов: стального сварного кожуха с двумя опорными ободами для поворота, футерованного изнутри огнеупорным кирпичом и набивкой; четырех съемных однофазных индукционных единиц; механизма поворота печи; вентиляторов для охлаждения футеровки канальной части индукционных единиц; трех крышек одна из которых (центральная) снабжена механизмом подъема.
Индукционные единицы расположены в нижней части печи в два ряда. Каждая единица состоит из: кожуха с огнеупорной набивкой, в которой имеются прямоугольные плавильные каналы, стержневого магнитопровода с отъемным ярмом, вентилятора для охлаждения. При протечке одной из индукционных единиц полного ремонта всей печи не проводят, а меняют только индукционную единицу новой, которую подготавливают заранее на стороне.
Индукционные единицы питаются от понижающего трансформатора при напряжении 450 в и частоте 50 гц. Токоподвод к печи осуществляется гибкими водоохлаждаемыми кабелями. Водяное охлаждение применяют и для индукторов. Корпус печи поворачивается в обе стороны с помощью приводного механизма. Шихту загружают через центральное загрузочное окно при поднятой крышке. Металл из печи сливают через летку, расположенную на торцовой стенке. Ось летки совпадает с осью вращения печи. Плавку меди ведут под слоем древесного угля или в атмосфере защитного газа. Срок службы печи ИЛК-6 составляет до 10 лет. Печь хорошо компонуется с индукционным миксером и машиной для полунепрерывного литья, что позволяет получать медные слитки массой до 4 т и длиной до 5 м.
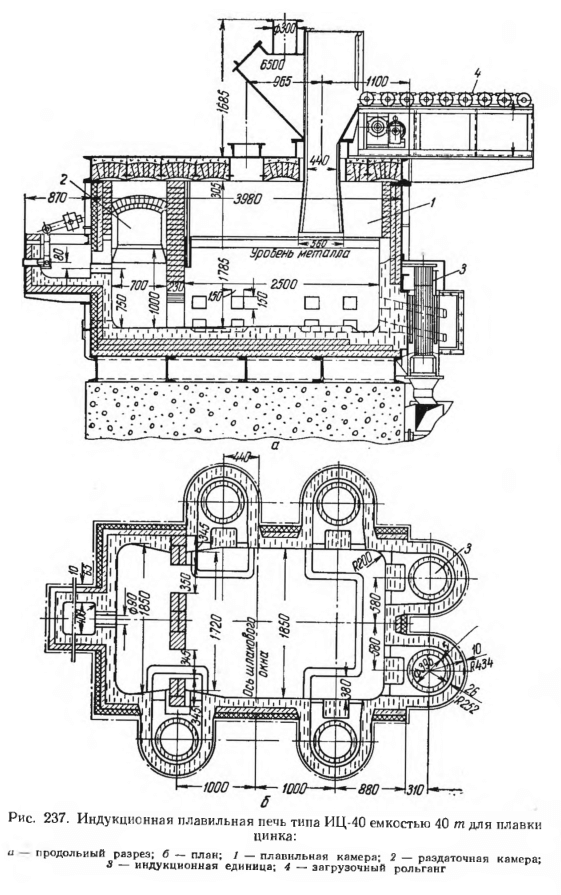
В металлургии цинка для переплавки катодов применяют индукционные печи с железным сердечником емкостью 20 и 40 т типа ИЦ-20 и ИЦ-40 (рис. 237). Они оборудованы шестью индукционными нагревательными единицами с горизонтальным расположением нагревательных каналов и вертикальными магнитопроводами. Печь ИД-40 питается от двух трехфазных печных трансформаторов по 1000 ква каждый с вторичным напряжением 450—550 в. Печь состоит из двух камер: большой плавильной и малой раздаточной. Катодный цинк загружают в плавильную камеру с помощью рольганга через загрузочную шахту, прямо в ванну с расплавленным металлом. Расплавленный цинк выпускают из печей через выпускное отверстие раздаточной камеры в ковш или на разливочную машину. При расплавлении катодного цинка образуются дроссы — смесь окиси цинка с металлическими частицами, которые периодически снимают с поверхности ванны через шлаковое окно. Производительность печей по чушковому цинку составляет, т/сутки: печи ИЦ-20 до 110; печи ИЦ-40 до 300, расход электроэнергии 110 — 120 квт-ч/т.
Кроме индукционных печей с железным сердечником, для плавки цветных и благородных металлов и сплавов применяют индукционные печи без железного сердечника.
На рис. 238 показан индукционный вакуумный агрегат для плавки и отливки вакуумной меди высокой чистоты, основной частью которого является тигельная высокочастотная индукционная печь мощностью 500 квт с тиглем емкостью до 1 т. Агрегат состоит из трех водоохлаждаемых камер, находящихся под вакуумом: загрузочной, плавильной и камеры разлива, объединенных в единое целое.
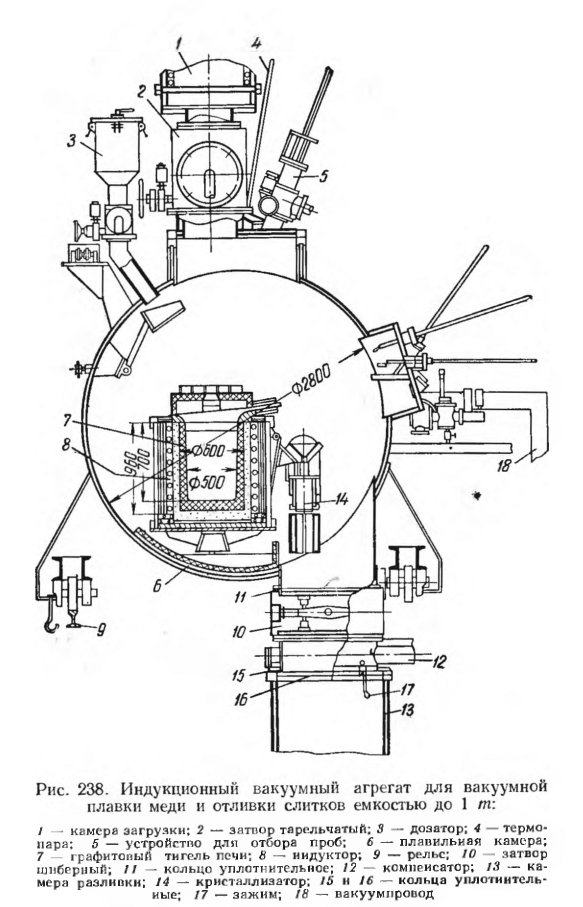
Загрузочная камера представляет собой вертикальный цилиндрический сосуд, присоединенный к верхней части плавильной камеры через специальный герметизирующий затвор. В загрузочной камере имеется индуктор для предварительного подогрева контейнера с шихтой перед опусканием его в тигель печи.
Плавильная камера представляет горизонтальный цилиндрический сосуд, сваренный из листовой стали. Внутри плавильной камеры находится индукционная тигельная печь емкостью по меди до 1 т, индуктор которой питается от преобразователя повышенной частоты мощностью 500 квт при напряжении 1500 в и частоте 1000 гц. У разливочного носка печи установлен водоохлаждаемый кристаллизатор для отливки круглых слитков диаметром 200—400 мм. В нижней части плавильной камеры под кристаллизатором расположена камера разливки, соединяющаяся с плавильной камерой через специальный затвор. В разливочной камере установлен механизм подъема и вытягивания слитка из кристаллизатора. Плавильная камера агрегата находится под вакуумом непрерывно, а загрузочная и разливочная — периодически. Предельный вакуум плавильной камеры в холодном состоянии 5•10-4 мм рт. ст.
Для выплавки меди высокой чистоты используют катодную медь не ниже марки М0. Нарезанную медь загружают в стальные цилиндрические контейнеры с дном, заделанным медной проволокой. Контейнеры поочередно поступают в загрузочную камеру агрегата, которую вакуумируют не выше 0,8 мм рт. ст, затем включают подогрев контейнера индуктором в течение 15 мин. После подогрева шихты и выравнивания давления в плавильной и загрузочной камере открывают верхний затвор и контейнер с шихтой опускают в разогретый тигель печи. Удерживающая шихту медная проволока расплавляется и шихта из контейнера высыпается в тигель печи. Пустой контейнер через затвор и загрузочную камеру выводится из агрегата и на его место поступает следующий контейнер с шихтой. После набора тигля, расплавления всего металла и его дегазации под вакуумом производят разлив. Перед разливом давление в разливочной камере должно быть не более 0,1 мм рт. ст., после достижения такого вакуума открывается затвор, сообщающий плавильную и разливочную камеры. При помощи механизма подъема в кристаллизатор вводят медную затравку, после чего тигель наклоняют и кристаллизатор заполняют металлом, а слиток вытягивают из него механизмом подъема.
После окончания разлива слиток опускают в камеру разливки, которая отделена затвором от плавильной камеры, после чего из нее удаляют готовый слиток. Тигель индукционной печи выдерживает около 100 плавок. Время одной плавки 5 ч. Производительность агрегата 4,8 т/сутки. Расход электроэнергии: на подогрев шихты, плавку и рафинирования ~1900 квт×ч/т, на вакуумирование камер ~340 квт/т. Расход воды на охлаждение 200 м3/т. В настоящее время высокочастотные индукционные печи строят мощностью от 50 до 5000 квт при емкости тигля от 50 кг до 20 т.



