
ГОСТ 2591—71 предусматривает производство квадратной стали размером от 5 до 250 мм. Чистота поверхности такого проката (при условии предварительного удаления дефектов при зачистке заготовок), а также хорошее качество кромок должны соответствовать заданиям производства. Для этого калибровка валков должна быть выполнена с расчетом обеспечения вышеуказанных условий. Очень важно прокатывать заготовку таким образом, чтобы полученный готовый профиль имел минимальную массу 1 м длины.
В практике работы отечественных заводов квадратную сталь прокатывают с применением ромбических калибров, число которых определяется размерами готового профиля. Например, для получения квадратной стали больших размеров с хорошими кромками достаточно иметь один ромбический калибр (рис. 114, а). Для мелких квадратов, имеющих небольшие обжатия в чистовом проходе, уже недостаточно иметь одного ромбического калибра. Для получения и обеспечения хорошего качества углов применяют два промежуточных ромба (рис. 114, б).
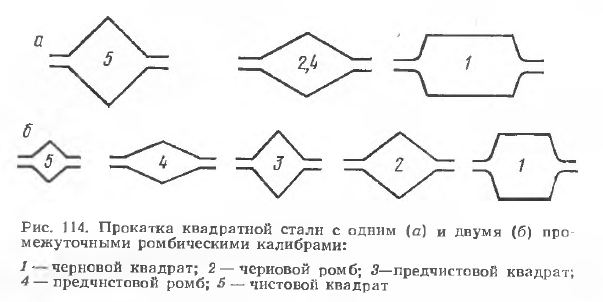
В целях повышения устойчивости квадрата в ромбическом калибре в практике работы отечественных мелкосортных станов верхний валок предчистового квадрата несколько смещают относительно нижнего в сторону, противоположную направлению прокатки. В этом случае положение предчистового квадрата в ромбическом калибре становится устойчивым. Более того, даже некоторое незаполнение боковых углов предчистового квадрата не скажется на качестве чистового профиля, так как боковые углы квадрата всегда попадут в углы при вершинах ромбического калибра, а хорошо выполненные углы при вершинах квадрата становятся боковыми углами ромба. Таким образом, благодаря некоторому смещению верхнего валка предчистового квадрата достигается нормально выполненный предчистовой ромб, что в свою очередь позволяет получить качественные углы квадратного профиля.
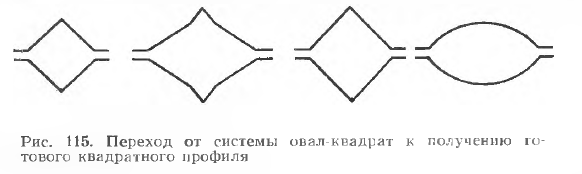
Иногда для прокатки квадратных профилей применяют вытяжную систему овал — квадрат, которая дает возможность работать при очень высоких вытяжках, доходящих в некоторых случаях в овальных калибрах до 2,2, а в квадратных до 1,5. Чистовой квадрат в этом случае получают через один промежуточный ромб (рис. 115).



