
Конструкции машин полунепрерывного литья
В цветной металлургии для получения слитков (литых заготовок) в основном используют полунепрерывное литье. На машинах подобного типа через вертикально расположенный кристаллизатор скольжения отливают небольшой длины (2-7 м) слиток, который после окончания разливки разрезают на мерные длины. На таких машинах отливают слитки (заготовки) из алюминия и сплавов на его основе, магния и магниевых сплавов, сплавов на основе тяжелых металлов (меди и никеля), чистой меди и некоторых других сплавов, получая слитки круглого, квадратного и прямоугольного сечений, а также полые слитки.
В отечественной практике применяют машины полунепрерывного литья с тросовым, цепным, винтовым, реечным, валковым и гидравлическим приводами перемещения отливаемого слитка вниз. Машины с гидравлическим приводом применяются реже, а с перемещением слитка вращающимися валками (как на УНРС) — в основном на машинах непрерывной разливки.
Схема машин с тросовым и цепным приводом, часто применяемых для литья легких сплавов показана на рисунки 1.
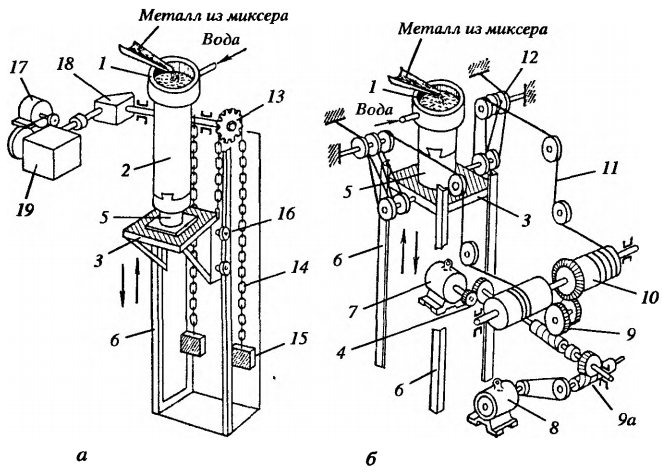
В машине первого типа с цепным приводом по вертикальным направляющим 6 перемещают горизонтальный стол 3 с затравкой (поддоном) 5 и слитком 2, вытягиваемым из кристаллизатора 1. Перемещение осуществляют с помощью цепей 14, причем масса стола частично уравновешивается контргрузом 15, а его горизонтальное положение обеспечивается двумя парами роликов (колес) 16. Электродвигатель 17 через клиноременную передачу, редуктор 19 и коническую зубчатую передачу 18 обеспечивает вращение зубчатой звездочки 13 и, тем самым перемещение стола 3 со слитком.
В машине второго типа с тросовым приводом стол (поддон) 3 с затравкой 5 и слитком перемещается по четырем направляющим 6; это перемещение обеспечивается при вращении барабанов 10 с помощью тросов (канатов) 11 и системы блоков 12. Вращение барабанов 10 с одной скоростью обеспечивает электродвигатель 7 через открытую зубчатую передачу 4 и червячный редуктор 9; другую скорость вращения барабана 10 обеспечивает электродвигатель 8 через клиноременную передачу и червячные редукторы 9 а и 9.
Машины с винтовым приводом часто применяются для литья слитков из тяжелых цветных металлов. Одна из конструкций подобных машин (двухвинтовая) схематически показана на рисунки 2.
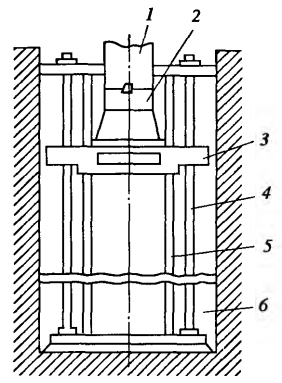
В колодце 6 жестко установлены две вертикальные направляющие 5, по которым перемещается подвижный стол 3 машины с затравкой (поддоном) 2 и слитком 1, вытягиваемым из кристаллизатора (на рисунке не показан). Движение стола 3 обеспечивают два вертикальных ходовых винта 4, их вращение осуществляют от привода, расположенного на дне колодца.
У машин с гидравлическим приводом стол перемещают с помощью вертикального гидроцилиндра, расположенного соосно с кристаллизатором, при этом обычно не предусматривают вертикальных направляющих движения стола.
Машины полунепрерывной разливки делают одно- или многоручьевыми, когда на столе закреплено несколько затравок, тянущих слитки из нескольких кристаллизаторов.
Конструкции машин непрерывного литья (МНЛЗ)
Применение таких машин для литья цветных металлов в последние годы расширяются. На рисунки 3 показана схема вертикальной МНЛЗ для непрерывной отливки вайербасов из бескислородной меди. МНЛЗ входит в состав плавильно литейного комплекса, включающего индукционную печь ИЛК-16, миксер, МНЛЗ и участок резки и штабелирования вайербасов.
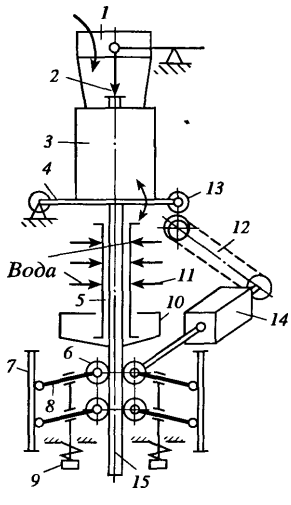
На двухручьевой МНЛЗ отливают слитки круглого (диаметром 90-105 мм) или квадратного сечений (размером от 90 х 90 до 105 х 105 мм). Над кристаллизаторами 3 установлена распределительная коробка 1, в которую из миксера поступает жидкая медь, далее она через два стопорных устройства 2 подается в кристаллизаторы, снабженные механизмами качания.
Каждый кристаллизатор имеет независимую от другого раму качания 4, колеблющуюся от кулачкового механизма 13 с приводом 12. Вниз по направлению перемещения слитка кристаллизатор движется со скоростью разливки, вверх — со скоростью в 2-3 раза больше; амплитуда качания составляет 11,5 мм. Частоту возвратнопоступательного перемещения кристаллизатора можно изменять в зависимости от скорости литья.
Дальнейшее охлаждение слитков 15 осуществляется в системе вторичного охлаждения 5, состоящего из форсунок 11 и сборников воды 10.
Тянущая клеть каждого ручья состоит из корпуса 7, валков 6, механизма 9 их прижатия к слитку и привода 14 вращения валков. Концевые опоры валков 6 крепятся на поворотных рычагах 8, шарнирно закрепленных в корпусе клети. Пружинное устройство 9, воздействуя на верх рычагов прижимает их с валками к слитку.
Скорость вытягивания изменяется в пределах 0,2-0,9 м/мин. Ниже тянущей клети движущий слиток разрезают дисковой пилой, движущейся во время резки вместе со слитком. Отрезанные заготовки с помощью корзины-кантователя поворачивают на 90° и укладывают на рольганг, который транспортирует их к участку резки на вайербасы.
Подобная линия обеспечивает производительность около 7 т/ч.
На рисунки 4 показана МНЛЗ, у которой кристаллизатор 4 вмонтирован в дно миксера 1, образуя с ним одно целое. Кристаллизатор водоохлаждаемый, рабочие стенки 3 изготовлены из графита. Для регулирования подачи металла в кристаллизатор служит стопорное устройство 2.
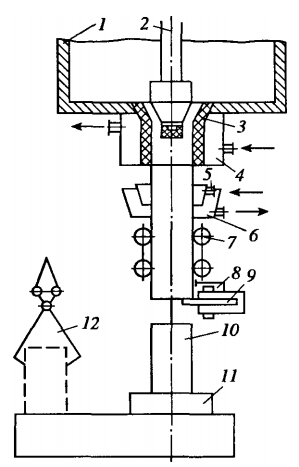
После выхода из кристаллизатора слиток охлаждают душирующим устройством 5, сбегающая со слитка вода собирается в водосборнике 6. Тянущее устройство (клеть) состоит из двух-трех пар валков 7, часть которых является тянущими, а остальные — направляющими. Прижатие валков к слитку осуществляется гидравлическим или
пружинно-винтовым устройством.
После тянущей клети расположен механизм резки, состоящий из дисковой пилы 9 и гидрозахвата 8, который обеспечивает сцепление механизма резки со слитком и их синхронное движение во время разрезания слитка. Отрезанную заготовку 10 с помощью самоходной тележки 11 перемещают от оси слитка и далее захватом 12 передают на последующую обработку.
Конструкции кристаллизаторов для литья цветных металлов
На машинах полунепрерывного и непрерывного литья применяют вертикальные кристаллизаторы скольжения. Алюминий и его сплавы отличаются высокой теплопроводностью, в связи с чем слиток затвердевает быстро и глубина жидкой лунки в опускающемся вниз затвердевающем слитке мала. Поэтому кристаллизаторы для литья алюминия и сплавов на его основе делают короткими и ниже кристаллизатора не предусматривают протяженной зоны вторичного охлаждения. Применяют две разновидности кристаллизаторов скольжения для непрерывного литья алюминия и сплавов на его основе — корпусные и гильзовые, а также электромагнитные кристаллизаторы (без скольжения).
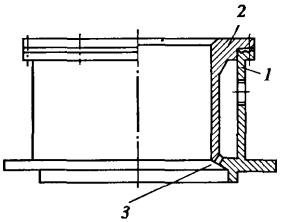
Корпусной кристаллизатор скольжения (рисунок 5) состоит из гильзы 2 и скрепленного с ней корпуса 1, в полость между которыми подают охлаждающую воду. Через наклонную щель 3 между низом гильзы и корпуса на слиток подается вода, которая заменяет систему вторичного охлаждения, применяемую на УНРС. Корпус и гильзу изготовляют из алюминиевых сплавов (гильзу из дуралюмина), внутреннюю поверхность гильзы полируют. Для отливки полых слитков, применяют кристаллизаторы отличающиеся тем, что в их осевой части закреплен водоохлаждаемый стержень (дорн), так что между ним и гильзой образуется кольцевой зазор, в который заливают металл.
Гильзовый кристаллизатор представляет собой гильзу, скрепленную с охватывающим ее по периферии охладителем (коробкой), из которого на наружную поверхность гильзы подают струями воду (так называемое спрейерное охлаждение). Высота кристаллизаторов для отлива слитков из алюминия и его сплавов составляет 120-200 мм, скорость разливки 0,03-0,2 м/мин.
Для непрерывного литья магниевых сплавов применяют схожие с выше описанными корпусные и гильзовые кристаллизаторы, их высота составляет 200-270 мм, скорость литья находится в пределах 0,02-2 м/мин. Отливают круглые слитки диаметром 250-280 мм и прямоугольные с размерами от 160 х 550 до 300 х 900 мм.
Для литья алюминия и его сплавов применяют электромагнитные кристаллизаторы (ЭМК). Основные элементы ЭМК (рисунок 6) — водоохлаждаемые одновитковый индуктор 2 из медной трубки прямоугольного сечения, экран 1 и служащий их опорой составной корпус 3, имеющий кольцевую полость для охлаждающей воды (на рисунке не показана); иногда ниже индуктора установлен кольцевой охладитель 4.
Экраны делают из сплава алюминия или коррозионностойкой стали. Экран в поперечном сечении повторяет форму индуктора, его вертикальная стенка имеет переменную толщину, сужаясь книзу; в утолщенной части стенки предусмотрен кольцевой канал для охлаждающей воды. Иногда экран устанавливают на регулирующих опорах, позволяющих перемещать его по вертикали.
На индуктор подают переменный ток повышенной частоты (500-2500 Гц) с напряжением 5-100 В. Возбуждаемое индуктором электромагнитное поле удерживает над затвердевшим металлом слой жидкого расплава высотой в несколько сантиметров.
Металлический экран корректирует распределение электромагнитного поля и его подбирают так, чтобы во взаимодействии с электромагнитным полем индуктора обеспечивалась вертикально ровная поверхность столба жидкого металла. Затвердевание металла начинается примерно с уровня, соответствующего середине высоты индуктора. Расстояние между столбом жидкого металла и индуктором составляют 20-30 мм, зазор между индуктором и экраном 3-10 мм, высота индуктора 25-50 мм.
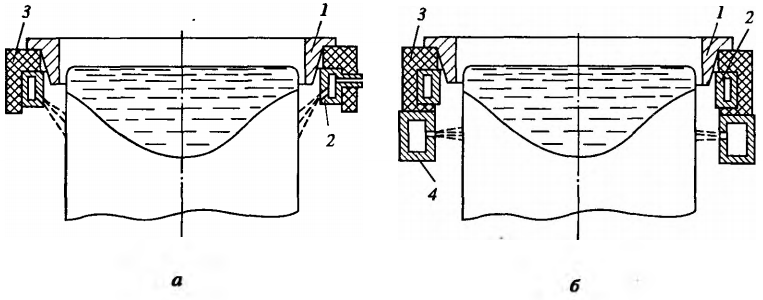
Вода на поверхность слитка может подаваться под прямым углом из кольцевого охладителя 4 (рис. 2.145 б) или же наклонно в зазор между экраном и индуктором или из индуктора (рисунка 6,а). Иногда под кристаллизатором предусматривают вторичное охлаждение.
В качестве источника питания электромагнитных кристаллизаторов (ЭМК) применяют тиристорные преобразователи.
Диаметры круглых слитков, отливаемых в ЭМК, составляет 14-800 мм, плоские слитки имеют толщину до 400, ширину до 1800 мм.
Главное достоинство ЭМК — отсутствие механического взаимодействия со стенками кристаллизатора, благодаря чему обеспечивается гладкая поверхность слитка без дефектов.
Кристаллизаторы для литья тяжелых цветных металлов (меди, никеля и сплавов на их основе) делают с внутренними рабочими стенками из меди, закрепленными шпильками в металлическом корпусе толщиной 10-20 мм. Кристаллизаторы для плоских слитков изготавливают составными из четырех стенок, (редко применяют моноблочные медные кристаллизаторы). Рабочая стенка кристаллизатора для круглых слитков представляет собой круглую гильзу.
Применяют однокамерные (рисунок 7, а) кристаллизаторы с широким (12-30 мм) каналом для воды между рабочей стенкой и корпусом и двухкамерные (рисунок 7, б) с вертикальной перегородкой 3 между медной стенкой и корпусом; в этом случае вода у медных стенок движется по узким каналам.
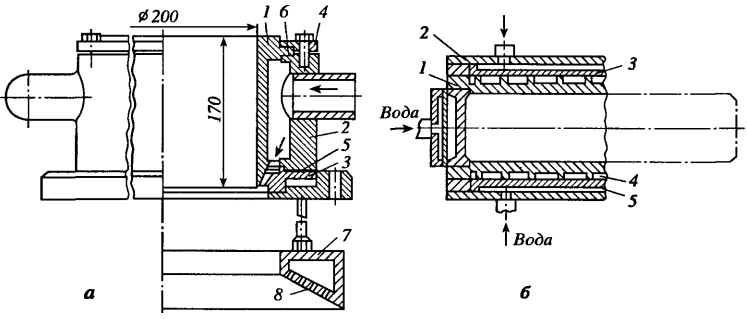
Находят применение кристаллизаторы со спрейерным (струйным) охлаждением медных стенок. Все кристаллизаторы снабжены внизу наклонными отверстиями для подачи струй воды на слиток (вторичное охлаждение).
Вторичное охлаждение
При литье тяжелых цветных металлов и сплавов преимущественно применяют систему однопоясного струйного охлаждения с подачей на слиток воды, выходящей из кристаллизатора. Иногда осуществляют дополнительное вторичное охлаждение из прикрепленного к кристаллизатору спрейера 7 (рисунок 7, а) с отверстиями 8 для выхода воды.
Реже применяют рассредоточенное вторичное охлаждение из спрейеров, расположенных в несколько рядов по высоте слитка или мягкое рассредоточенное охлаждение из форсунок (водяное и водовоздушное). Рассредоточенное вторичное охлаждение необходимо, в частности, длягорячеломких и закаливающихся сплавов, для специальной латуни и бронз с алюминием, железом и никелем.
Конструкции горизонтальных МНЛЗ
Распространено применение горизонтальных МНЛЗ для литья меди и сплавов на ее основе (латуней, бронз) алюминия, магния. Эти машины служат для отливки слитков небольшого сечения; отливают круглые слитки диаметром до 250 мм, плоские толщиной до 30 мм, полые диаметром 25-30 мм, слитки сложного профиля. Кристаллизатор делают в виде графитовой втулки длиной 200-400 мм, вставленной в водоохлаждаемый кожух из меди, стали или чугуна; отверстие в графитовой втулке выполняют в соответствии с конфигурацией отливаемого слитка.
При литье медных сплавов, металлоприемником служит обогреваемый шамотографитовый тигель, имеющий внизу отверстие, в которое вставляют конец графитового кристаллизатора; в качестве металлоприемника применяют также индукционные одноканальные печи, позволяющие точно регулировать температуру разливаемого металла. Вторичное охлаждение осуществляется тонкими струями воды, подаваемой, например, из охватывающей слиток спиральной трубки, имеющей отверстия для подачи воды на слиток, или с помощью распыляющих воду форсунок.
Для отливки мелких профилей (например, заготовок для проволоки) применяют многоручьевые машины непрерывного литья. У таких МНЛЗ в стенке металлоприемника устанавливают либо несколько кристаллизаторов ( и соответственно несколько механизмов вытягивания) либо многоручьевой кристаллизатор (например, в виде полой сварной коробки, в которой вмонтировано несколько параллельных графитовых вставок, через которые вытягивают затвердевающие слитки).
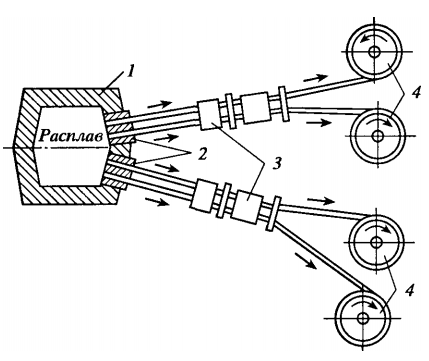
На рисунке 8 показана схема четырехручьевой горизонтальной МНЛЗ для получения проволочной заготовки из меди, латуни и бронз.



