
Для равномерной подачи шихты к конвейеру рудного двора или к технологическому оборудованию получили распространение питатели ленточные, тарельчатые (дисковые), вибрационные, барабанно-лопастные, пластинчатые и винтовые.
Ленточные питатели
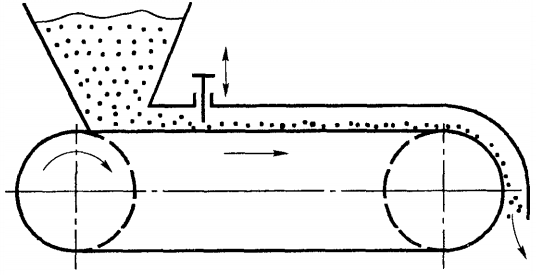
Ленточные питатели используются для подачи мелко- и, реже, среднекусковых сухих и влажных сыпучих материалов. Питатели устанавливают горизонтально или с уклоном 10° в сторону подачи. В горизонтальной части короба (рисунок 1) имеется заслонка для регулирования производительности питателя, т/ч, определяемой по формуле:
 Ленточный питатель не может работать непосредственно под бункером. Для разгрузки ленты от столба материала предусматривается наклон стойки над бункером под углом α = 45 – 50°.
Ленточный питатель не может работать непосредственно под бункером. Для разгрузки ленты от столба материала предусматривается наклон стойки над бункером под углом α = 45 – 50°.
Пластинчатые питатели легкого типа
Пластинчатые питатели легкого типа имеют такую же конструкцию как и пластинчатый конвейер. Рабочим органом служит втулочно-катковая или роликовая пластинчатая бесконечная цепь, приводимая в движение звездочкой. Натяжение конвейерной цепи обеспечивает винтовое устройство. Ролики питателя перекатываются по направляющим. К цепи закрепляются пластины или лотки. Для регулирования толщины слоя материала короб питаталя у загрузочного отверстия имеет шибер. В отличие от ленточных пластинчатые питатели могут устанавливаться непосредственно под бункером, где они служат надежным затворным устройством, с небольшим углом до 35° к горизонту в сторону разгрузки. Стационарные пластинчатые питатели могут крепиться к специальной раме или подвешиваться к горловине бункера.
Пластинчатые питатели выпускают с редукторным и храповым приводами. При редукторном приводе вращение от двигателя передается на редуктор, открытую зубчатую передачу и приводные звездочки. Изменение скорости ленты обеспечивает многоскоростной привод. При храповом приводе движение передается через эксцентрик, шатун, коромысло с храповой собачкой и храповое колесо, жестко закрепленное к приводной звездочке. Данные питатели также допускают широкий диапазон регулировки скорости конвейера.
Питатели легкого типа предназначены для подачи кусков шихты, руды, агломерата, клинкера размером не более 400 мм при температуре материала не более 500° С. Скорость передвижения полотна питателя изменяется от 0,05 до 0,25 м/с.
Лотки питателя для холодного материала изготовляют из углеродистой, для горячего — из легированной (ЗОХГСНМЛ, 35ХМЛ), звенья цепи — из конструкционной стали. Ролики, втулки, пальцы цепей изготовляют из легированных сталей и термообрабатывают.
Пластинчатые питатели тяжелого типа
Пластинчатые питатели тяжелого типа выполняются двух модификаций: средней и тяжелой. В питателях средней модификации для загрузки используют тяговой орган из двух и более цепей.
Полотно питателя с тяговым органом при двух цепях составлено из стальных литых пластин волнистой формы, усиленных поперечными ребрами и усиленными бортами. Цепи собирают из литых звеньев (сталь 35ХМЛ) и соединяют пальцами из стали 40Х. Для уменьшения просыпания материала пластины набирают с перекрытием.
Привод питателя имеет две зубчатые передачи. Для регулировки скорости применяют вариатор или двигатель постоянного тока.
Питатель с многозвенной цепью набирается из звеньев браслетного типа, соединенных в шахматном порядке осями из легированных сталей. Для повышения долговечности в отверстия звеньев впрессовываются втулки из легированной термообработанной стали. Сверху к одному ряду звеньев жестко крепятся литые, или кованные пластины из стали (35ХНЛ, ЗОХГСНМ и др.). Пластины имеют коробчатое сечение, усиленное бортами. Для повышения грузоподъемности рабочая сторона полотна перемещается по направляющим роликам, установленным с шагом 600-700мм. На холостой стороне ленты ход роликов увеличен примерно в два-три раза.
Звездочки приводного цельного вала из стали ЗОХГСЛ выполнены в виде дисков с фрезерованными поверхностями, длина которых равна шагу цепи. Число дисков звездочки равно шагу одновременно сцепляющихся звеньев цепи. Приводной механизм состоит из электродвигателя, редуктора, зубчатой муфты, косозубой пары и вала-звездочки. Для натяжения применяют натяжной барабан и винтовое устройство. Повышение износостойкости рабочих деталей обеспечивается наплавкой износостойкими материалами. Все подшипники смазыьаются централизовано.
Питатели тяжелого типа предназначены для подачи руды с кусками до 1250 мм.Угол наклона питателя в сторону разгрузки достигает 15-35°. Их несущий орган выполнен из массивных с бортами литых пластин (35ХГСНМЛ, 35ХМЛ) жесткой коробчатой формы с проушинами для последовательного соединения звеньев. На концах осей установлены катки на пошипниках качения. Тяговое усилие создается двумя звездочками, сцепляющимися со звеньями. Катки передвигаются по направляющим рельсам. Для уменьшения прогиба от падающих кусков руды под центральной частью полотна установлен добавочный средний рельс. В отличие от многоцепной передачи, данная конструкция обеспечивает более равномерное движение полотна без перекосов.
Вибрационные питатели
Вибрационные питатели широко распространены в цветной металлургии (в цехах дробления, обогащения, агломерации и т.д. ).
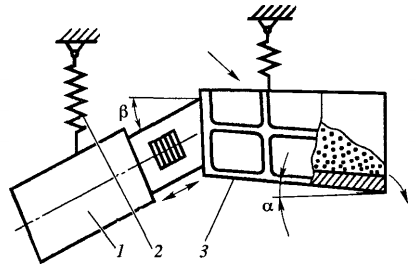
Вибропитатель состоит из лотка 3, подвешенного на пружинных подвесках 2 к бункеру. К лотку под углом β крепится электромагнит 1. Для уменьшения амплитуды вибрации якорь электромагнита укреплен в корпусе через пакет плоских пружин. Сектор вибратора жесткокрепится к лотку питателя. Вибрационный питатель работает с частотой 50 колебаний в секунду (50 Гц) и небольшой (1-4мм) амплитудой в режиме подбрасывания.
Производительность питателя, т/ч, :

Максимальная скорость материала при подъеме и опускании по лотку будет определяться по формуле:
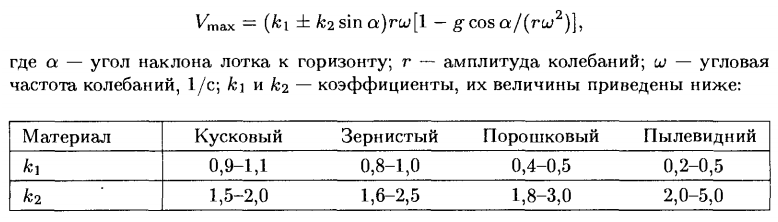
Наивысшая производительность обеспечивается при β = 25 – 35° и кратности времени полета частиц периоду колебаний лотка:
![]()
Барабанно-лопастный питатель
Барабанно-лопастный питатель представляет горизонтальный полый цилиндр, внутри которого вращается барабан с радиальными лопастями, делящими цилиндр на равные камеры. Барабан, вращаясь по оси, захватывает с помощью лопастей одинаковые порции материала и подает их в разгрузочную часть питателя, предназначенного для пылевидных и мелких материалов (металлургической пыли, оборотного агломерата), вследствие чего требуется повышенная герметичность. При работе на горячих материалах корпус и барабан изготовляют из жаростойкой стали или
чугуна. Производительность питателя регулируется изменением скорости барабана от двигателя постоянного тока или посредством храпового механизма. Четкая подача материала порциями позволяет использовать питатель в качестве дозатора. Для расчета производительности питателя служит формула:

Барабанный питатель
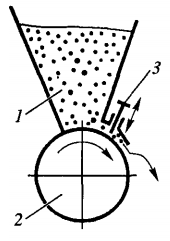
Барабанный питатель применяется в агломерационных цехах для транспортировки сыпучих материалов. Он состоит из корпуса 1, барабана 2 и шибера 3 для регулирования производительности. Материал подается с помощью вращающегося цилиндрического барабана. Производительность барабанного питателя, т/ч, определяется по формуле:

Тарельчатый питатель
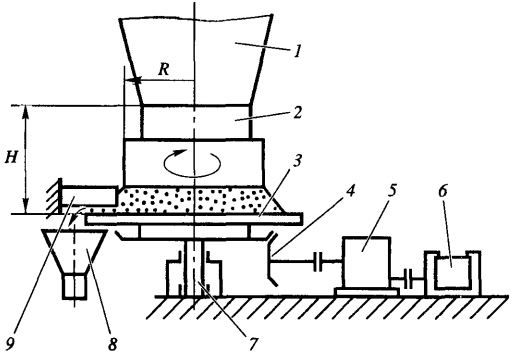
Тарельчатый питатель состоит из бункера 1, на горловине которого закреплена манжета 2 для регулирования высоты Н подаваемого материала. Материал засыпается на тарель 3, вращающуюся от электродвигателя 6 через редуктор 5 и коническую передачу 4. Тарель представляет усиленную ребрами жесткости круговую пластину, вращающуюся в опоре 7. Материал ножом 9 сбрасывается в разгрузочную воронку 8. Быстроизнашиваемые части футеруются чугунными сменными листами или наплавляются (ножи, тарель) твердым сплавом. Жесткая конструкция корпуса тарельчатого бункера позволяет устанавливать его под бункерами с дробленой рудой перед мельницами. Однако он плохо работает, если материалы пылевидны, влажны, глинисты.
Производительность тарельчатого питателя, т/ч, рассчитывается по формуле:

К наиболее нагружаемым деталям питателя относятся пластины, оси, ролики или катки. Так валы-звездочки, косозубые колеса привода имеют срок службы 40-85 месяцев; пластины (кованые, штампованные), тарели, звенья, оси катков (роликов) — не более 10-15 месяцев.
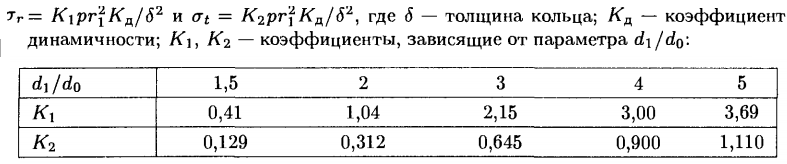
Расчетную схему прочности тарели представляют в виде кольца постоянной толщины, защемленного по диаметру опорной пяты dо и нагруженного распределенной нагрузкой р до наружного диаметра В этом случае наибольшие радиальные и тангенциальные напряжения возникают на внутреннем контуре кольца:
 Пластины питателя тяжелого типа рассчитываются на статические напряжения порядка 5-6 МПа. Коэффициент динамичности этих систем в связи с большой высотой падения материала может достигать 15-20, рабочие напряжения 100-120 МПа, приближаются к допустимым значениям.
Пластины питателя тяжелого типа рассчитываются на статические напряжения порядка 5-6 МПа. Коэффициент динамичности этих систем в связи с большой высотой падения материала может достигать 15-20, рабочие напряжения 100-120 МПа, приближаются к допустимым значениям.
Мощность, кВт, привода горизонтальных шнековых устройств (шнековых питателей, винтовых труб) рассчитывают по заданной производительности Q, т/ч, и длине устройства L, м:![]()
Показатель W по рекомендациям принимается для тяжелых абразивных материалов равным 4, для тяжелых легкоабразивных материалов — 2,5, для легкосыпучих материалов — 1,5 и обожженных материалов — 1,0.
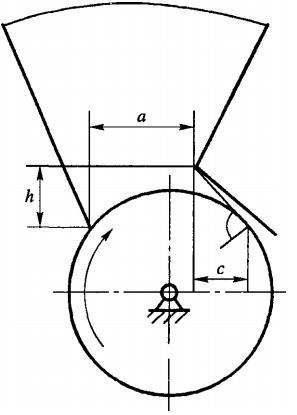
Мощность привода барабанных (и тарельчатых) питателей рассчитывают по моментам сопротивления. Полная сила давления Р на барабан складывается из сил давления столба материала, находящегося в бункере Р1 = рF, где р — давление в основании столба, рассчитанное по формуле Янсена, F1≈ ab — площадь основания столба, и за его границами Р2=Vpg, где р —плотность, V = 0,5cbh — объем материала, лежащего на барабане за границами столба (рисунок 5), b — длина рабочей части образующей барабана.
Данные усилия создают моменты трения, Н·м, материала с поверхностью барабана М1=0,5 (Р1 + Р2) f1 Dб и в опорах барабана М2 = 0,5(Р 1 + G) f2Dц, где G — сила тяжести барабана, f1 = 0,4 – 0,5 и f2=0,02-0,03 — коэффициенты трения материала с поверхностью барабана и в подшипниковых узлах соответственно.
Полный момент М = М1 + М2 определяет мощность электродвигателя привода барабанного питателя, кВт: N = Мnб/9750, где nб— частота вращения барабана.
Моменты сопротивления силам трения у тарельчатого питателя
Моменты сопротивления силам трения у тарельчатого питателя складываются из момента трения материала по тарели М1=р1F1f1Rтр1, момента трения в подшипниковых опорах М2=(р1F1+G1)f2Rтр2 и момента сопротивления перемещению материала по ножу М3 = 0,5f3(р1 + р2)F2Rтр3 соs β где р1 и р2 —давления, Н/м2, на тарели и у ножа, определяемые по методу Янсена; F1— площадь тарели, м2; F2 — площадь ножа, находящаяся в материале, м2; f1 = 0,4 – 5; f2 = 0,12, f3 = 0,3 – 0,4 — коэффициенты трения материала по тарели, в подшипниковом подпятнике, материала по ножу; Rтр1= 0,67r1 — радиус трения материала по тарели радиуса r1; Rтр2 — радиус трения пяты подшипника радиусом rn; Rтр3 — расстояние до центра тяжести поверхности ножа, находящегося в материале; β — угол установкиножа по отношению к радиусу, град.
После определения суммарного момента, вычисляется мощность, кВт, привода тарельчатого питателя: N = ∑Мn/9750.



