
В прокатном производстве в зависимости от массы, формы и размеров нагреваемого металла, а также способов посадки, перемещения при нагреве, способов нагрева и выдачи применяют следующие виды нагревательных устройств.
Нагревательные колодцы
Нагревательные колодцы применяют для нагрева слитков. По конструкции они бывают одноместные, многоместные, с центральной горелкой или боковым обогревом, регенеративные или рекуперативные, а также одноместные с электрическим обогревом для нагрева специальной легированной стали. Нагревательные колодцы должны обеспечивать равномерный нагрев слитков по сечению и высоте, исключать их перегрев и пережог; в результате нагрева давать минимальное окалинообразование; иметь высокую производительность при низком удельном расходе топлива; быть надежными в эксплуатации и обеспечивать полную автоматизацию процесса нагрева.
В нагревательные колодцы слитки сажают в вертикальном положении, обычно прибыльной частью кверху. При таком расположении слитков в колодцах обеспечивается всесторонний нагрев, а вследствие этого улучшаются условия нагрева металла, увеличивается скорость нагрева и повышается качество металла; отпадает необходимость в кантовке слитков. Вертикальное расположение слитков устраняет опасность смещения усадочной раковины при посадке их в горячем состоянии.
Одноместные колодцы старых конструкций состоят из ячеек, отделенных друг от друга стенками. В каждой ячейке помещают один слиток. Загрузку и выгрузку слитков в колодцы этого типа производят непрерывно. Недостатки этих колодцев заключаются в неравномерном нагреве слитков по высоте и сечению, быстром изнашивании разделительных стенок, необходимости остановки всей группы колодцев при ремонте одной ячейки, сложности обслуживания многочисленных крышек.
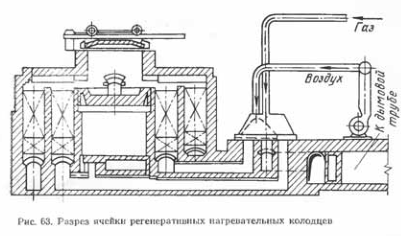
В регенеративных колодцах каждая группа состоит из четырех ячеек (рис. 63) по 6—8 слитков в каждой. Ячейка (камера) колодцев представляет самостоятельную нагревательную печь, имеющую регенераторы для подогрева газа и воздуха. Два регенератора, ближайшие к рабочей камере, предназначены для подогрева, газа, два дальние для подогрева воздуха.
Газ и воздух, пройдя регенераторы, встречаются в пространстве над газовым регенератором, после чего горящая смесь через пламенное окно входит в рабочую камеру колодца и нагревает слитки. Из рабочей камеры продукты горения уходят в регенераторы, расположенные с противоположной стороны, а оттуда в борова и дымовую трубу.
Колодцы отапливают доменным газом или смесью доменного и коксового газов. Шлак удаляют через два отверстия в коробку, установленную на вагонетке. Последняя передвигается по пути, расположенному в шлаковом коридоре, общем для всех групп колодцев.
Нагревательные колодцы этого типа механизированы и имеют высокую производительность. Недостатком колодцев является неодинаковое расположение слитков по отношению к потоку тепла, а следовательно, неодинаковый нагрев их. По этой причине емкость регенеративных колодцев не превышает 8—10 слитков, так как для увеличения емкости потребовалось бы удлинение камеры, что ухудшило бы равномерность нагрева слитков по длине камеры. Кроме того при этом возможно оплавление поверхности крайних слитков, а иногда и пережог, что обычно наблюдают при работ на жидком топливе.
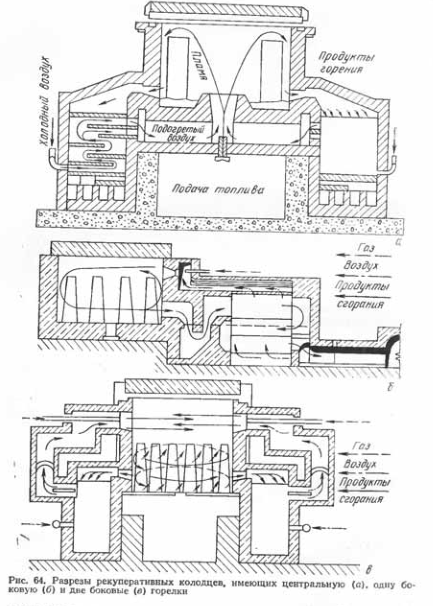
В настоящее время на новых металлургических заводах строят рекуперативные колодцы (рис. 64), имеющие преимущества по качеству нагрева и условиям эксплуатации.
В рекуперативных колодцах с центральной горелкой (рис. 64, а) пламя движется вверх, ударяется о крышку, растекается по ее поверхности и омывает стены сверху вниз. После этого дымовые газы проходят через каналы в нижней части двух боковых стен и через керамические рекуператоры, расположенные с обеих сторон каждой камеры. Группа таких колодцев состоит из двух камер. Емкость камеры составляет 12—22 мелких или 6 крупных слитков.
В настоящее время рекуперативные колодцы строят с подогревом воздуха и газа. Воздух нагревается в керамическом рекуператоре, а газ — в металлическом сварном трубчатом рекуператоре, установленном за керамическим. Температура подогрева может достигать 800—850 °С для воздуха и 300—350°С для газа. При таких температурах подогрева воздуха и газа колодцы могут работать только на доменном газе.
Рекуперативные колодцы по сравнению с регенеративными более просты по устройству, занимают меньше места и легче поддаются автоматизации.
Кроме рекуперативных колодцев с центральной горелкой, применяют рекуперативные колодцы с боковыми горелками. Различают два типа таких колодцев. В одном случае горелки (обычно одна) расположены с одной стороны (рис. 64, б), в другом — с двух сторон (рис. 64, в).
В колодцы первого типа газ и воздух подаются с одной стороны сверху, а снизу выходят продукты сгорания. Колодцы этого типа строят с камерой длиной до 8,5 м, шириной 2,6—3,35 м и глубиной до 4,5 м. Емкость одной камеры достигает 180 т, а в отдельных случаях 240 т. В одной группе колодцев объединяют четыре камеры.
В рекуперативных колодцах второго типа вход топлива и выход продуктов горения осуществляются с двух сторон. Размер камер этих колодцев составляет 6,5×5 м; одна камера может вместить до 120—130 т слитков.
Недостатком рекуперативного колодца является неравномерность нагрева слитков по высоте. Верхняя часть слитка и поверхность его, обращенная внутрь колодца, бывают нагреты значительно больше других частей. Для уменьшения неравномерности нагрева слитки в колодце приходится выдерживать дольше, а это снижает их производительность.
Для нагрева слитков применяют также электрические нагревательные колодцы. Нагревательными элементами в этих колодцах являются карборундовые желоба, наполненные нефтяным коксом, который при прохождении электрического тока раскаляется и передает тепло окружающему пространству. Для лучшего разогрева нефтяного кокса в желоба иногда укладывают электроды.
Электрические колодцы характеризуются компактностью благодаря отсутствию рекуператоров, дымоходов и труб. В электрических колодцах можно снизить угар металла до 0,2 % путем создания защитной атмосферы, которая образуется при введении в камеры колодцев небольшого количества нефти. При нагреве слитков достигают более равномерный нагрев металла. Расход электроэнергии составляет 60—70 кВт-ч на 1 т слитков при горячем всаде.
Камерные, туннельные, колпаковые печи и печи с выдвижным подом
Камерные, туннельные, колпаковые печи и печи с выдвижным подом применяют для нагрева крупных слитков, блюмов и заготовок, толстых и тонких листов, пакетов, труб, рулонов, сутунки.
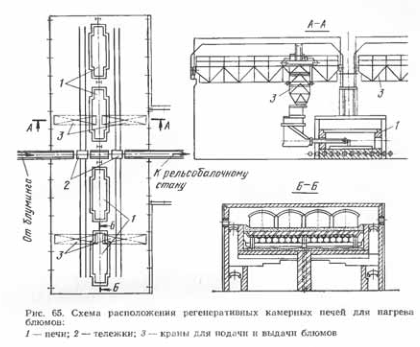
Для нагрева блюмов на рельсобалочных станах применяют регенеративные камерные печи, представленные на рис. 65. Печи располагают по обе стороны подводящего рольганга стана. Подачу блюмов к печам производят тележкой. Нагретые блюмы из печей к стану подают такой же тележкой. Посадку блюмов в печи и выдачу из них осуществляют при помощи специальных посадочных машин кранового типа, называемых шаржирными. Топливом для печей служит смесь доменных и коксового газов с теплотой сгорания 5250 кДж/м3, причем в регенераторах подогревают газ и воздух.
Отжиг листов производят в коробах. Стопы листов укладывают на поддоне и закрывают коробом. В зависимости от размеров листов конструкции поддонов и коробов различные. Нагрев листов в коробах производят в туннельных печах и печах с выдвижным подом.
Туннельная печь представляет собой длинный туннель (свыше 90 м) с горизонтальным сводом. Печь состоит из трех зон: нагревательной, томильной и зоны охлаждения. Короба с листовым металлом устанавливают на тележках, которые передвигаются в печи одна за другой. Когда в печь со стороны входа задвигается новая тележка, то другая одновременно выталкивается со стороны выхода.
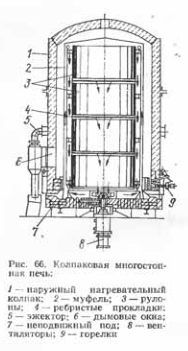
Для термической обработки стали также применяют колпаковые печи (рис. 66), которые состоят из поддонов, короба и колпака с вертикальными трубчатыми обогревателями. Печь отапливают газом, который через горелки поступает в нагревательные трубчатые элементы, расположенные вертикально или горизонтально и излучающие тепло. Для отжига рулонов применяют колпаковые печи круглого сечения, чаще с электрическим обогревом. Для более равномерного нагрева рулонов колпаки имеют нейтральный сердечник с проводами электросопротивления, который входит внутрь рулона.
Для нагрева крупных листовых слитков применяют печи с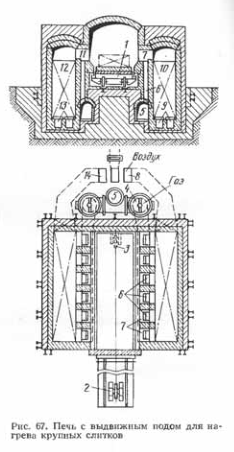 выдвижным подом (рис. 67). Слитки укладывают на платформу 1, передвигающуюся по рельсам. При помощи стационарных блоков 2 и 3, каната и лебедки или крюка крана платформу со слитками вдвигают в камеру печи и выдвигают из нее. Газ по трубам через клапан 4, канал 5, вертикальные каналы 6 поступает к горелкам 11, где смешивается с подогретым воздухом, поступающим через клапаны 8, 14, каналы 9, 13 и насадки регенератора 10, 12.
выдвижным подом (рис. 67). Слитки укладывают на платформу 1, передвигающуюся по рельсам. При помощи стационарных блоков 2 и 3, каната и лебедки или крюка крана платформу со слитками вдвигают в камеру печи и выдвигают из нее. Газ по трубам через клапан 4, канал 5, вертикальные каналы 6 поступает к горелкам 11, где смешивается с подогретым воздухом, поступающим через клапаны 8, 14, каналы 9, 13 и насадки регенератора 10, 12.
Для термической обработки сортового проката применяют такие же печи, но без регенераторов. Платформы передвигаются на колесах или на роликовых цепях, позволяющих уменьшить высоту печи, а также увеличить нагрузку на платформу.
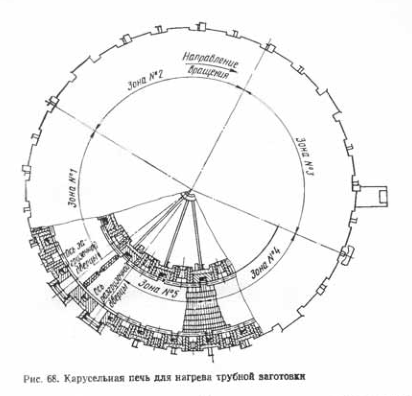
Карусельные печи (рис. 68) применяют на современных трубопрокатных станах, а также для нагрева заготовок при штучной прокатке тонких листов. Горелки расположены по окружности печи с внутренней и наружной сторон. Стены печи покоятся на фундаменте, а под печи имеет катки, которые при вращении пода перемещаются по рельсам, замкнутым по кругу. Загрузку металла производят через загрузочное окно печи. Продолжительность нагрева определяется длиной печи (по окружности) и скоростью движения подины.
Методические печи
Методические печи (двухзонные, трехзонные и многозонные) работают с противозонным движением металла и продуктов горения с использованием тепла в рекуператорах. Они действуют по одному принципу: движение металла и печных газов происходит во взаимно противоположных направленнях. Металл при помощи толкателя продвигается от окна посадки к окну выдачи. По мере продвижения вперед металл отбирает тепло у печных газов, движущихся ему навстречу, и постепенно (методически) нагревается. Печные газы, отдавая тепло металлу в конце печи, уходят через соответствующие каналы в регенераторы или рекуператоры (если они имеются) и в боров, а через него в дымовую трубу.
Методические печи отличаются друг от друга формой свода, способом подвода топлива для его сжигания, наличием устройств для подогрева воздуха и газа, способом выдачи металла из печи и целым рядом конструктивных особенностей.
Кроме соответствующих теплотехнических параметров, нагревательные печи должны удовлетворять современным требованиям с точки зрения надежного дистанционного обслуживания. механизации н автоматизации всего комплекса операций. Скорость нагрева зависит от марок сталей в усилий теплопередачи. Сначала скорость нагрева должна быть небольшой, затем по мере прогревания заготовок она увеличивается.
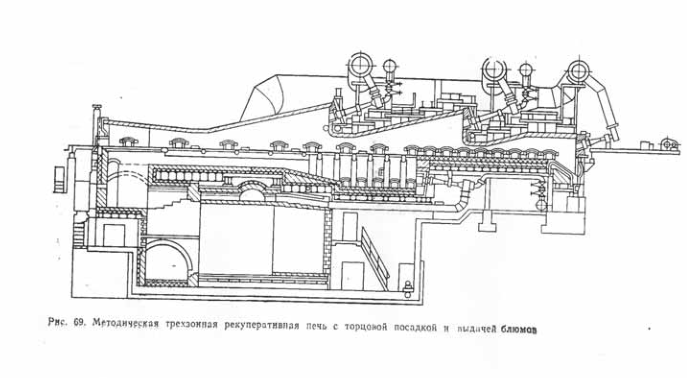
На рельсобалочных станах за последние годы применяют для нагрева металла методические трехзонные рекуперативные печи с подогревом воздуха (рис. 69). В качестве топлива применяют смесь доменного и коксового газов с теплотой сгорания 7560—8400 кДж/м3. Производительность одной печи при горячем всаде достигает 80—90 т/ч, температура нагрева блюмов в этих печах достигает 1200°С.
Блюмы по рольгангу от блюминга поступают к наклонному транспортеру, оборудованному цепными шлепперами, и далее по загрузочному рольгангу к печам, через которые их проталкивают толкателями. После взвешивания на весах, встроенных в секцию загрузочного рольганга перед первой печью, блюм движется по рольгангу и при помощи упора останавливается на секции загрузочного рольганга соответствующей печи. Загрузку блюмов в печь производят толкателем, имеющим две штанги, снизу которых закреплены зубчатые рейки; последние приводятся в движение через шестерни и редукторы от двух электродвигателей.
После загрузки очередного блюма в печь с противоположной торцовой стороны ее выдают нагретый блюм по литым направляющим листам (склизам) на разгрузочный рольганг. Таким образом, толкатель одновременно является и выталкивателем.
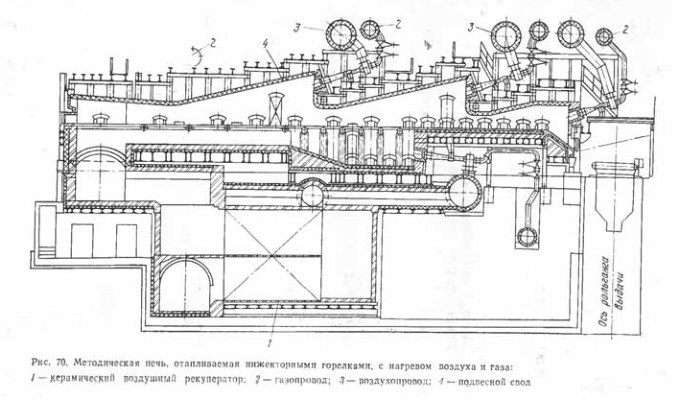
На среднесортных и крупносортных станах применяют методические печи (рис. 70) с торцовой посадкой и выдачей, с керамическими воздушными рекуператорами. В печах последних конструкций применяют инжекторные беспламенные горелки высокого давления, что обеспечивает более высокий подогрев воздуха, значительно улучшает сжигание и позволяет автоматически регулировать соотношение газа и воздуха самой горелки, это значительно упрощает схему автоматики и облегчает управление печью.
Печи этого типа оборудованы керамическими рекуператорами для подогрева воздуха до 500—600°С и металлическими трубчатыми рекуператорами для подогрева газа до 350 °С. Печь работает на сравнительно малокалорийной смесн доменного и коксового газов с теплотой сгорания 3760—6260 кДж/мл.
Для нагрева на мелкосортных н проволочных станах заготовок сечением менее 100×100 мм и длиной 9 м устанавливают одну широкую печь с боковой загрузкой и боковой выдачей без нижнего подогрева, с монолитным подом. Для подогрева воздуха до 300—350 °С в этих печах служат керамические рекуператоры. Заготовки передвигаются по наклонной подине, а в методической части — по подовым брусьям. Передвижение заготовок в печи производят рычажным толкателем.
Боковая загрузка заготовок осуществляется при помощи заталкивающей тележки, установленной под загрузочным рольгангом, или при помощи тянущих роликов, установленных за загрузочным окном в печи. Выдачу из печи заготовок осуществляют выталкивателем. Печи такого типа отапливают смесью доменного и коксового газов с теплотой сгорания до 10,5 Мдж/м3. На них достигают производительности 70—80 т/ч при наличии горячего всада.
Методические печи последних конструкций имеют полезную длину до 18 м; для гарантии надежного проталкивания заготовок сечением 60×60 мм подину по продольной оси делают вогнутой (лекальной).
Удачными но конструкции и тепловому режиму оказались печи с инжекторными горелками, установленными в двух верхних зонах и одной нижней. Такие печи производительностью до 80 т/ч могут работать на одном доменном газе. Эти печи оборудованы керамическими рекуператорами для подогрева воздуха до 600 °С. Активная длина пода составляет 16,5 м при длине заготовок 9 м.
В последних конструкциях этих печей длину заготовок увеличили до 12 м при длине активного пода лекальной формы, равной 18 м. Форсирование тепловой мощности достигают применением инжекторных горелок, подогревом газа и воздуха. Воздушный рекуператор керамический, газовый — трубчатый металлический. Эти печи без нижнего подогрева имеют производительность до 140 т/ч.
Печи с шагающим подом
Для новых мелкосортных станов с использованием метода бесконечной прокатки (сварки нагретых заготовок в бесконечную полосу) применяют новый способ нагрева — сначала в печах с шагающим подом, а затем для компенсации понижения температуры при сварке и сохранения равномерности температуры заготовок по длине они проходят через печи скоростного нагрева, установленные перед первой клетью стана.
Такой нагрев позволяет сохранить преимущества минимального расстояния между печью и станом и обеспечить возможность компановки не одной, а двух печей; таким образом создается резерв по нагреву металла для высокопроизводительных прокатных станов. Применение двух печей с шагающим подом гарантирует производительность станов до 200—220 т/ч при высоком уровне механизации и автоматизации участка нагревательных устройств.
С точки зрения теплопередачи печь с шагающим подом имеет преимущество перед остальными, так как в этих печах интервалы между заготовками составляют 200 мм, что обеспечивает их нагрев с трех сторон. Время нагрева в печах с шагающим подом уменьшается, что создает условия для снижения угара и обезуглероживания.
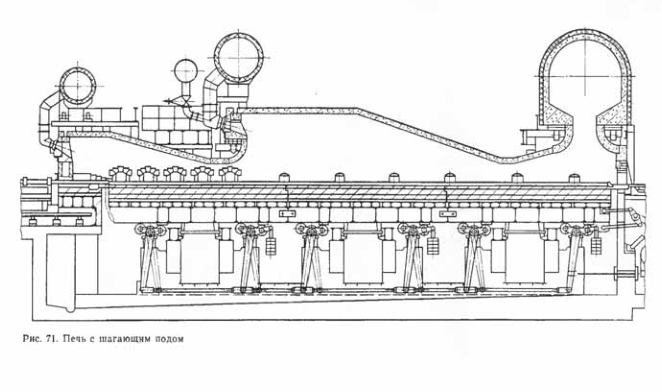
На рис. 71 показана печь с шагающим подом с торцевой загрузкой и боковой выдачей и двумя зонами нагрева. Продукты горения в холодной части печи уходят вверх, металлический рекуператор вынесен в сторону, так как низ печи занят механизмами шагающего пода.
Печи скоростного нагрева
Уменьшение продолжительности нагрева металла в печи обеспечивает не только высокую производительность при хорошем качестве, но и решает ряд принципиальных вопросов рациональной компоновки технологического оборудования. Теплофизические свойства большинства сталей обеспечивают большой резерв по ускорению нагрева заготовок, особенно при температурах выше 700 °С.
Скоростной нагрев металла обеспечивает быстрое повышение температуры поверхности, равномерное распределение потоков тепла и организацию сжигания топлива при правильном направлении факела и большую тепловую мощность нагревательных устройств. Скоростная непрерывная печь состоит из ряда небольших секций (часто съемных). Нагреваемые заготовки, трубы или штанги продольно перемещаются по роликам. В секциях обеспечивается получение высоких температур благодаря предварительному смешиванию газа с воздухом, полноте сжигания топлива при небольшом избытке воздуха, а также вследствие увеличения теплопередачи конвекцией. Конструкция горелок, их размещение обеспечивают симметричный нагрев. Применяют и другие печи скоростного нагрева — электрические и индукционные.
Проходные секционные печи работают на трубопрокатных и на современных сортовых станах в комплексе с печами с шагающим подом.



