
Основаниями успеху развития непрерывной разливки стали являются: большая механизация и автоматизация разливки, сокращение и упрощение металлургического цикла, увеличение выхода и улучшение качества металла.
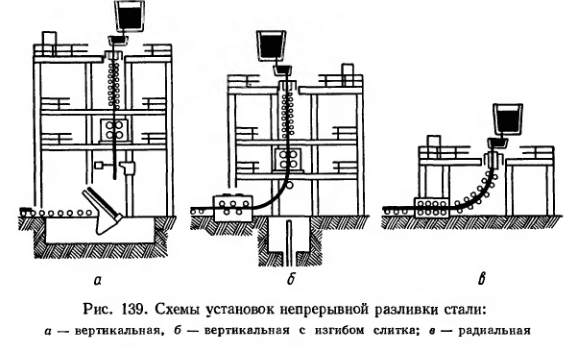
Установки непрерывной разливки стали (УНРС) известны в нескольких вариантах. Первоначально получила разработку внедрение и распространение УНРС вертикального типа, углубленная ниже уровня цехового пола на 20—30 м. Желание отказаться от заглубления машины привело к созданию башенного варианта (рис. 139, а) высотой до 40 м. Строительство в сталеплавильном цехе машины такого типа имеет ряд трудностей и еще большие затруднения создаются в эксплуатации. Поэтому такой тип УНРС получил меньшее признание и распространение. В установках вертикального типа слиток в продолжение разливки находится в вертикальном положении.
В вертикальных установках с изгибом слитка (рис. 139, б) слиток после выхода из тянущих валков изгибается на 90°. После изгиба специальный правильный механизм выпрямляет его и слиток разрезается на заготовки. Установки с изгибом — меньше по высоте, чем вертикальные. Однако заметное уменьшение высоты установки возможно только при небольшом сечении слитка. С увеличением сечения увеличивается минимальный радиус изгиба. Кроме того, установки с изгибом труднее размещаются в сталеплавильных цехах, даже в сравнении с вертикальными машинами.
Последнее время все большее распространение имеют УНРС радиального типа (рис. 139, в). В этой установке сформировавшийся в кристаллизаторе изогнутый слиток выходит из него по той же дуге, а затем выпрямляется тянуще-правильным механизмом, после чего режется на заготовки. Эта конструкция оказалась наиболее рациональной в организации грузопотоков сталеплавильного цеха.
Общую для всех видов установок упомянутых разновидностей технологию разливки рассмотрим одновременно с конструкцией вертикальной установки непрерывной разливки стали (рис. 140).
Сталеразливочный ковш 1 разливочным краном подается к разливочной машине. Сталь поступает в промежуточный ковш 2, который имеет стопор для одноручьевой машины или несколько стопоров для нескольких ручьев. Промежуточный ковш снабжен перегородкой для задерживания шлака. Из промежуточного ковша сталь через стопорное устройство или стакан-дозатор заполняет кристаллизатор 5. В кристаллизатор с нижней стороны вводится затравка — штанга сечения кристаллизатора или формы будущей заготовки. Верхний торец затравки образует дно кристаллизатора и имеет устройство в виде ласточкина хвоста для сцепления со слитком.
Когда уровень металла 3 поднимается над затравкой на высоту 300—400 мм. включается механизм вытягивания заготовки. Под действием тянущих валков этого механизма затравка опускается и тянет за собой формирующийся слиток.
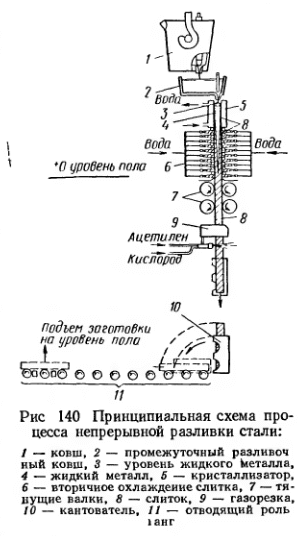 Медный, с полыми стенками, интенсивно охлаждаемый водой, кристаллизатор 5 с внутренним сечением по форме заготовки формирует корочку слитка-заготовки 8. Для предотвращения надрыва корочки и ухода металла, что наблюдается при разливке с повышенными скоростями, кристаллизатор имеет возвратно-поступательное движение. Это движение осуществляется электродвигателем через редуктор с кулачковым механизмом качания. Кристаллизатор движется по направлению движения заготовки (вниз) и затем возвращается вверх. Ход качания от 10 до 40 мм. Стенки кристаллизатора смазываются парафином или другими смазывающими веществами. В кристаллизаторе современных У НРС радиометрически контролируется уровень металла с подачей управляющего сигнала на стопор ковша. В кристаллизаторе над поверхностью металла может быть создана восстановительная или нейтральная атмосфера и тем самым предотвращено окисление металла при разливке.
Медный, с полыми стенками, интенсивно охлаждаемый водой, кристаллизатор 5 с внутренним сечением по форме заготовки формирует корочку слитка-заготовки 8. Для предотвращения надрыва корочки и ухода металла, что наблюдается при разливке с повышенными скоростями, кристаллизатор имеет возвратно-поступательное движение. Это движение осуществляется электродвигателем через редуктор с кулачковым механизмом качания. Кристаллизатор движется по направлению движения заготовки (вниз) и затем возвращается вверх. Ход качания от 10 до 40 мм. Стенки кристаллизатора смазываются парафином или другими смазывающими веществами. В кристаллизаторе современных У НРС радиометрически контролируется уровень металла с подачей управляющего сигнала на стопор ковша. В кристаллизаторе над поверхностью металла может быть создана восстановительная или нейтральная атмосфера и тем самым предотвращено окисление металла при разливке.
Перспективна также разливка под вакуумом.
Одновременная разливка через несколько кристаллизаторов одной установки дает соответственное число ручьев, доходящее до 8.
Корка нижней части слитка формируется под действием теплоотвода холодной затравкой. Под тянущим воздействием затравки слиток с жидкой сталью в середине выходит из кристаллизатора и попадает в зону вторичного охлаждения слитка 6. Толщина корки должна быть при выходе заготовки из кристаллизатора не менее 25 мм. Это достигается главным образом правильно выбранной скоростью движения заготовки. Скорость должна быть в пределах 0,6—0,9 м/мин для заготовок 160×900 мм, 0,55—0,85 м/мин для заготовки 180 × 1000 мм и 0,8—1,2 м/мин для квадрата 200 × 200 мм. Соответственная средняя скорость на один ручей оказывается равной 44,2 т/ч. При превышении,оптимальной скорости разливки развивается центральная пористость. Кроме этого, на стабильность процесса непрерывной разливки и качество слитка влияет температура металла. Замечено, что при температуре выше 1560° С заготовка бывает поражена наружными трещинами, при температуре ниже 1560° С происходит затягивание стакана. Установлено, что лучшая температура для разливки на УНРС 1540—1560° С. Для этого температура нагрева металла в 200-т печи перед выпуском должна быть 1630 – 1650°С.
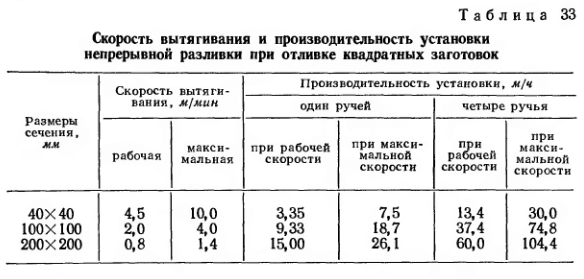
В зоне вторичного охлаждения происходит интенсивное непосредственное охлаждение слитка водой с помощью брызгал. Система вращающихся холостых (не силовых) роликов предохраняет поверхность слитка от коробления, а слиток от изгиба. В результате интенсивного охлаждения в зоне вторичного охлаждения стенки слитка быстро утолщаются, кристаллизация распространяется вглубь. Степень охлаждения и скорость вытягивания слитка соответственно подбираются так, чтобы слиток затвердевал полностью к моменту поступления его в клеть тянущих валков 7. Скорость вытягивания и производительность машины представлены в табл. 33.
Ниже тянущего устройства находится газорезка 9. Отрезанная от слитка заготовка удерживается захватом, поступает в кантователь 10, укладывается на рольганг 11. Заготовка транспортируется рольгангом к лифту и поднимается на уровень пола цеха. Заготовка после выхода из машины при 850—900° С направляется в термосные ямы, на склад или в прокатный цех.
В наземном варианте рис. 139, а машина установлена в башне высотой 30—40 м. В этом варианте достигается хорошая вентиляция, облегчается отвод охлаждающей воды, упрощается выдача и уборка слитков. Существенными недостатками его являются: технические трудности и большие затраты, вызванные сооружением высоких и прочных зданий — башен, и технической сложности передачи ковша с жидкой сталью на большую высоту.
В последние годы строят установки непрерывной разливки преимущественно радиального типа. Особенностью, радиальной установки непрерывной разливки является то, что при разливке на ней формируется криволинейный непрерывный слиток в кристаллизаторе с криволинейной (радиальной) рабочей полостью. Это изменение конструкций уменьшает высоту машины по сравнению с УНРС, углубленной в землю на 25—30 м (колодец) или построенной над уровнем пола цеха в виде башни высотой до 40 м. Высота радиальной установки оказывается в 2—3 раза меньше. Эта особенность — преимущество радиального типа УНРС перед колодцевой и башенной установками — вызывает ряд других преимуществ, как-то: 1) стоимость капитальных затрат снижается на 50% по сравнению с двумя предыдущими машинами; 2) сооружение радиального типа УНРС возможно в любом сталеплавильном цехе, при использовании имеющегося кранового оборудования; 3) возможно производство заготовки любой длины.
Выход годных слябов на радиальной УНРС достигает 93,5%, а иногда 98,5%; расход жидкой стали 1,075 т/т годных слябов Выход листа первого сорта 99,7%. Экономический эффект разливки на УНРС по сравнению с разливкой в изложницы бесспорен.
Механические свойства металла, прокатанного или кованного из непрерывных заготовок, равноценны, а порой и выше свойств качественного катаного или кованого металла из обычных слитков. Заготовки-слитки непрерывной разливки характерны однородной структурой, значительно меньшей ликвацией, равномерным распределением в слитке неметаллических включений и незначительным развитием осевой пористости.
Разливка на УНРС по сравнению с разливкой в изложницы проще и требует меньше затрат, менее трудоемка, более производительна. Так как слиток формируется непрерывно, то усадочная раковина в слитке-заготовке может быть только в хвостовой части, в то время как при обычной разливке каждый слиток имеет собственную раковину. Таким образом, выход годного металла от машины непрерывной разливки гораздо выше, чем после разливки обычным способом. На машине непрерывной разливки можно получить заготовку различной формы (квадрат, прямоугольник, круг, сляб и т. д.) с размерами широкого диапазона, от квадрата 40 × 40 до прямоугольника 250×1000 мм. Таким образом, при машине непрерывной разливки можно отказаться от обжимных станов и тем самым намного удешевить и упростить металлургический передел. Это обстоятельство, как и то, что применение непрерывной разливки позволяет исключить операции подготовки канавы или составов с изложницами, стрипперование, прокат на блюминге и обжимных станах, все это значительно удешевляет сталь и создает выгодные экономические предпосылки применения УНРС. Особенно эффективно применение непрерывной разливки на строящихся высокопроизводительных металлургических заводах, где можно будет резко сократить производственные площади, количество оборудования, строительные затраты. Расчеты показывают, что стоимость строительства нового завода с непрерывной разливкой находится в пределах стоимости того же завода без нее. Технико-экономические преимущества эксплуатации непрерывной разливки многочисленны и разносторонни. Таким образом, непрерывная разливка стали является одним из важнейших достижений современной металлургии.




{kind=link}