
Для разливки стали используют следующее оборудование:
- желоб, по которому сталь из конвертера или плавильного агрегата (мартеновских или двухванных печей) попадает в ковш;
- сталеразливочный ковш;
- промежуточный ковш или промежуточное разливочное устройство;
- изложницы;
- поддоны;
- установки непрерывной разливки стали УНРС (машины непрерывного литья заготовок МНЛЗ).
В тех случаях, когда сталь разливают в изложницы, процесс разливки может осуществляться двумя методами:
1) сверху
2) сифоном
Выпускной желоб
Выпускной желоб состоит из металлического сварного или литого кожуха, футерованного, как правило, шамотным кирпичом, установленного с наклоном 0,10—0,12 к горизонтальной плоскости (для обеспечения полноты стекания металла).
Сверху шамотный кирпич покрывают хромомагнезитовой массой, которую возобновляют после каждой плавки. Сечение желоба — трапецеидальное. На небольших мартеновских печах устанавливают стационарный желоб, прикрепляемый к печи у выпускного отверстия. На крупных мартеновских и двухванных печах применяют, как правило, съемные стальные желоба. После выпуска металла желоб снимают краном и переносят в разливочный пролет для ремонта, а продолжающий вытекать из печи шлак попадает в заранее подставленную шлаковую чашу. На мартеновских печах садкой >300 т плавку одновременно выпускают в два ковша (рисунок 3). Такие печи называют двухжелобными.
Сталеразливочный ковш
Сталеразливочный ковш выполняет функции:
- служит емкостью для транспортировки металла от сталеплавильного агрегата до места разливки;
- является устройством, при помощи которого сталь распределяется по изложницам или по кристаллизаторам установки непрерывной разливки;
- выполняет роль агрегата, в котором осуществляется ряд металлургических процессов (раскисление, легирование, обработка вакуумом, продувка инертным газом, обработка жидкими синтетическими шлаками или твердыми шлаковыми смесями и т. н.);
- служит емкостью, в которой металл выдерживают при заданной температуре в процессе разливки плавки.
К сталеразливочному ковшу предъявляют следующие требования. Ковш (без металла) должен быть возможно более легким, компактным и оборудован простыми и надежными устройствами, обеспечивающими выдачу металла необходимыми порциями и с требуемой интенсивностью. Футеровка ковша должна обеспечивать возможно более длительную его кампанию (от ремонта до ремонта).
Конструкция и футеровка ковша должны обеспечивать минимальные потери тепла (минимальное охлаждение металла) в течение периода разливки.
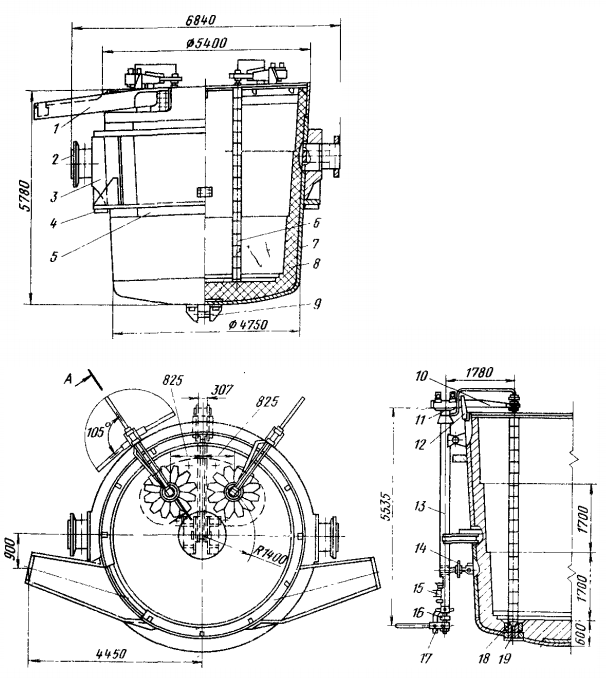
Кожух ковша — сварной, форма ковша — усеченный конус со сферическим днищем. Отношение диаметра к высоте — близко к 1. Обычно сечение ковшей круглое, в некоторых случаях — слегка овальное (для того чтобы при неизменном размере траверсы разливочного крана использовать ковши большей вместимости). Объем ковша рассчитывают, исходя из объема всей массы металла плюс определенный (5— 10 %) слон шлака.
Отечественная промышленность выпускает стандартные ковши вместимостью от 50 до 480 т. Масса порожнего футерованного ковша вместимостью 300т — 72,5 т, масса порожнего 480-т ковша 136,3 т. Разливочный ковш переносится и удерживается во время разливки разливочным краном. Применяют разливочные краны различной грузоподъемности. т: 260—75/15; 350—75/15; 450—100/20; 630—90/16. Первое означает грузоподъемность главной тележки, второе и третье вспомогательной тележки. Разливочный кран большой грузоподъемности — сложное и дорогостоящее сооружение. Обычно вместимость сталеплавильного агрегата на действующих заводах ограничивается грузоподъемностью разливочного крана. Ковши футеруют либо шамотом, либо магнезито-доломитовыми, либо высокоглиноземистыми огнеупорными материалами. Футеровку ковша выполняют либо из кирпичей, либо монолитной. Для изготовления монолитной футеровки требуется соответствующее оборудование, однако при этом заметно снижаются затраты труда. Существует несколько способов выполнения монолитной футеровки ковшей: литье (рисунок 4), трамбование (в том числе автоматическое без шаблона), торкретирование, пескометная набивка (с давлением укладки массы до 147 МПа). Выбор того или иного способа футеровки ковша определяется наличием и стоимостью соответствующих оборудования и материалов.
Стойкость футеровки ковшей, изготовленных из обычных шамотных кирпичей, 10— 15 плавок (наливов). Футеровка изнашивается неравномерно, наибольший износ наблюдается в том месте, куда падает струя металла (так называемая боевая стенка ковша), и в районе шлакового пояса. В тех случаях, когда металл в ковше подвергают различным методам обработки, включая методы, связанные с интенсивным перемешиванием металла, стойкость шамотовой футеровки резко снижается; в этих случаях футеровку ковша выполняют из высокоогнеупорных материалов. В зависимости от качества огнеупорных материалов и технологии обработки стали в ковше расход огнеупоров колеблется в пределах от 3 до 5 кг/т стали.
Оборудование для выпуска стали из ковша состоит из стопорного устройства и разливочного стакана. Обычно в каждом ковше устанавливается один комплект такого оборудования, однако в ковшах большой вместимости для ускорения разливки монтируются два таких комплекта. Разливочный стакан устанавливают в гнездо, предусмотренное в днище ковша (в самой низкой точке днища — так, чтобы в стакан сливался из ковша весь металл, без остатка). После разливки каждой плавки стакан заменяют новым.
Различают два типа стопорных устройств.
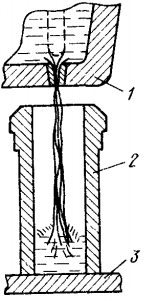
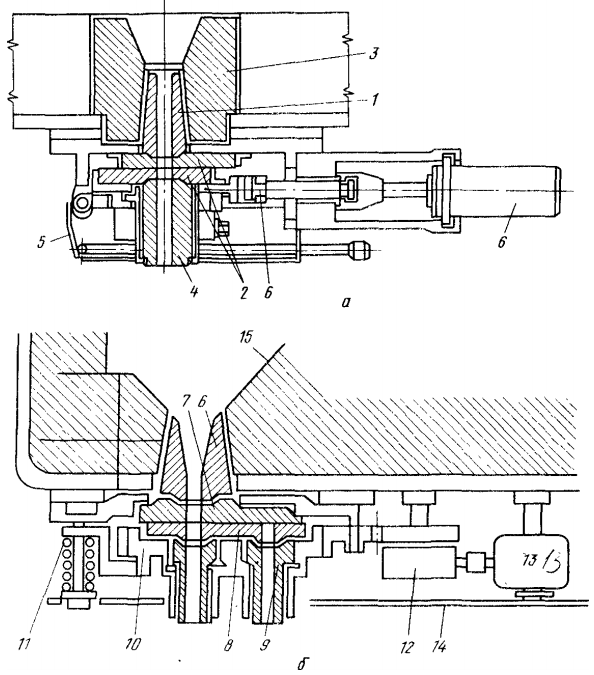
1. Вертикальные стопорные устройства (или просто стопоры). Устройство включает вертикальный стопор, проходящий внутри ковша через массу металла (рисунок 5). При помощи механизма рычажного типа стопор поднимается и опускается. При подъеме нижний конец стопора (пробка стопора) отходит от разливочного стакана и через открывшееся отверстие металл из ковша выливается в изложницу. Стопор состоит из сплошного или полногометаллического стержня, на который надета серия катушек из огнеупорного материала (обычно из шамота).
2. Стопорные устройства скользящего типа. Устройство крепится к кожуху ковша снизу снаружи. Отверстие разливочного стакана перекрывается (и открывается) горизонтальным отсекающим движением скользящей огнеупорной плиты. В зависимости от вида движения отсекателя (прямолинейного или вращательного) скользящие затворы делят на шиберные (рисунок 6, а) и поворотные или дисковые (рисунок 6, б) с несколькими отверстиями различного диаметра. Дисковые затворы позволяют изменять по ходу разливки скорость истечения металла из ковша или сохранять ее по мере опорожнения ковша (по мере опускания уровня металла в ковше проводить разливку через отверстия все большего диаметра). Расположение затворного устройства вне ковша позволяет производить необходимые операции с находящимся в ковше металлом (перемешивание и т. д.) без опасения повредить стопор и вызвать этим аварийный выход металла из ковша. Надежность скользящего затвора зависит от огнеупорности и износостойкости скользящих плит, от точности их изготовления и притирки.
В процессе разливки сечение разливочного стакана изменяется. Опасным является случай так называемого зарастания стакана. Такое явление наблюдается, в частности, при разливке стали, раскисленной алюминием. Образующиеся при раскислении частицы корунда Аl2O3 оседают на внутренних стенках стакана, образуя тугоплавкую и прочную настыль, внутренний диаметр стакана начинает уменьшаться и, если не принять необходимых мер, разливка может вообще прекратиться. Для предотвращения таких явлений, а также случаев застывания металла (особенно первых его порций) в полости стакана за время от выпуска плавки до начала разливки в разливочный стакан подают (с небольшой интенсивностью) инертный газ.
Падение струи стали из ковша в изложницу или в кристаллизатор сопровождается рядом явлений, отрицательно влияющих на качество металла. Большой напор металла, вытекающего из крупного ковша, вызывает интенсивное разбрызгивание струи при ударе о дно изложницы или о поверхность жидкого металла. Расчеты и результаты моделирования показывают, что при разливке из ковшей большой вместимости критерий Рейнольдса для струи может достигать значений ≥106, что свидетельствует о высокой степени турбулентности струи. Истечение таких турбулентных потоков сопровождается захватом атмосферного воздуха, а также развитием кавитационных явлений, что в свою очередь приводит к резким местным колебаниям давления металла в слитке. При большом напоре металла струя перестает быть непрерывной, что приводит к эжектированию окружающего воздуха, интенсивному развитию вторичного окисления стали, увеличению содержания азота и т. д. Диаметры разливочных стаканов могут быть различными (от 50 до 120 мм), но все они достаточно велики.
При истечении металла через отверстие в днище ковша создается положение, при котором основное перемещение жидкого металла происходит по оси стакана. Получается, что столб металла, располагающийся над отверстием стакана, как бы непрерывно проваливается, а объемы металла, находящиеся вблизи стенок ковша, не перемещаются и поступают на разливку в последнюю очередь. Температура и свойства этих объемов металла отличаются от температуры и свойств внутренних слоев, что приводит к нестабильности качества слитков, отлитых в различные периоды времени по ходу разливки. При входе жидкого металла в стакан происходит сжатие (сужение) струи, которое продолжается до определенной глубины, после чего поток снова расширяется, заполняя все поперечное сечение стакана. Отрыв потока от стен канала и связанное с ним вихреобразование создают в стакане зону пониженного статического давления и являются основной причиной увеличения сопротивления движению жидкости в струе, а также захвата струей воздуха. Дополнительная трудность при решении проблемы организации истечения струи металла из ковша заключается в том, что по мере опорожнения ковша изменяется напор металла (высота металла в ковше). Может оказаться, что удовлетворительный характер истечения струи в начале разливки (небольшое отношение диаметра струи к высоте столба металла в ковше) сменяется не удовлетворительным в конце разливки (при неизменном диаметре струи напор металла резко уменьшился). На характер движения металла в ковше и стакане влияет также расположение стакана относительно стен ковша. На практике для организации нормальной разливки используют ряд приемов.
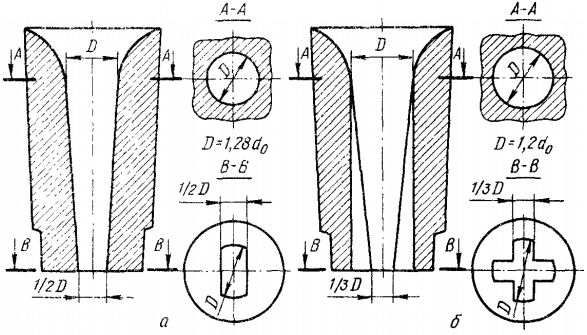
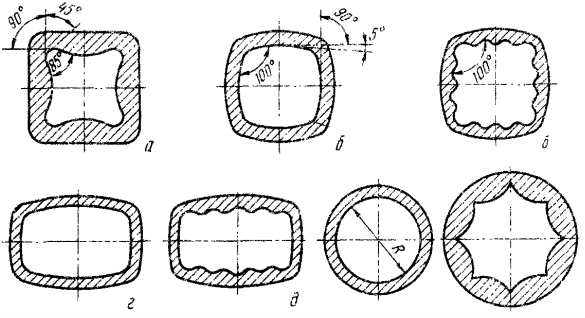
- Сечение, размеры и форму разливочного стакана и его расположение в ковше выбирают по результатам предварительного моделирования с учетом размеров ковша, состава стали и необходимой скорости разливки. Горизонтальное сечение стаканов может быть круглым, эллиптическим, крестообразным и т д. По высоте стаканы могут быть цилиндрическими, цилиндрическими с закруглением углов на входе струи, формы диффузора, конфузора, в форме диффузора с переходом в цилиндр и др. (рисунок 7).
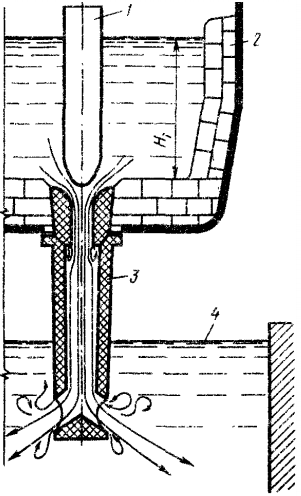
- Используют удлиненные стаканы таким образом, чтобы металл проходил по разливочному стакану, не соприкасаясь с окружающим воздухом (рисунок 8).
![схема подвода стали в кристаллизатор затопленной струи]()
Рисунок 8 – Схема подвода стали в кристаллизатор затопленной струи (под уровень металла) 1 – стопор, 2 – ковш, 3 – удлиненный разливочный стакан, 4 – уровень жидкого металла в кристаллизаторе
- Защищают струи металла, вытекающего из ковша, инертным газом, подаваемым из кольцеобразного устройства, окружающего струю.
- Инертный газ подают непосредственно в стакан таким образом, что условия истечения струи определяются не изменяющимся по ходу разливки напором металла, а воздействием выходящего из пористых стенок стакана инертного газа.
- Перемешивают металл в ковше.
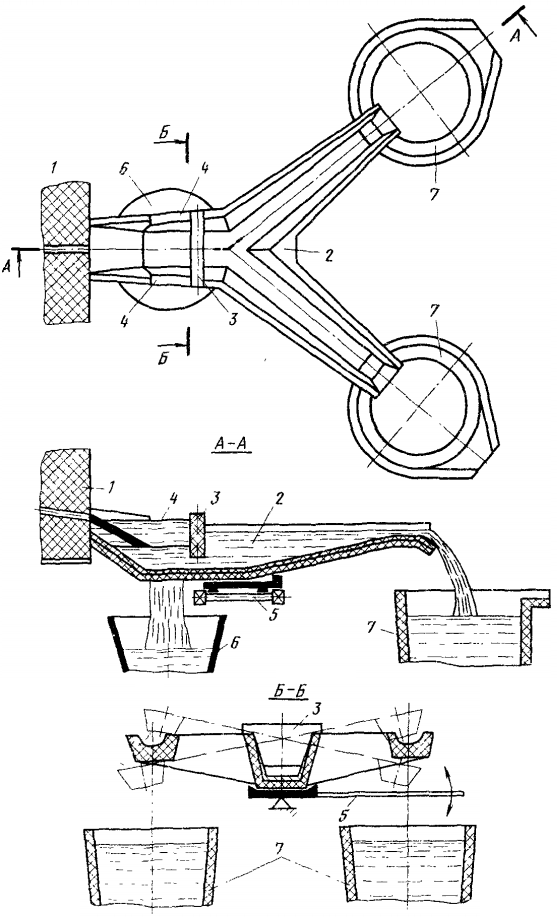
- Применяют промежуточные разливочные устройства (воронки, промежуточные ковши и т. п.), позволяющие разливать металл почти до конца разливки всей плавки с неизменной и требуемой скоростью истечения.
Промежуточные разливочные устройства
Использование разливочных промежуточных устройств способствует уменьшению разбрызгивания при ударе струи о дно изложницы или о поверхность разливаемого металла. Применение таких промежуточных разливочных устройств, как воронки, корытообразные футерованные емкости с несколькими отверстиями в днище и т.п., ограничено отдельными случаями (например, разливка единичных крупных слитков для поковок). Применение промежуточных ковшей получило широкое распространение при непрерывной разливке, когда характер воздействия струи на кристаллизующийся металл имеет особое влияние на качество слитка.
Промежуточный ковш является дополнительным звеном в технологической цепочке сталеплавильный агрегат — сталеразливочный ковш — слиток. Однако, несмотря на определенные затраты, связанные с изготовлением промежуточных ковшей и их обслуживанием, применение этого дополнительного звена целесообразно.
Использование промежуточных ковшей имеет следующие преимущества:
- обеспечивает разливку практически всей плавки с одинаковой скоростью и характером истечения струи металла;
- существенно уменьшается удар струи металла при разливке;
- можно разливать сверху одновременно несколько слитков;
- позволяет в необходимых случаях осуществлять дополнительные операции по исправлению состава и повышению качества металла;
- при непрерывной разливке позволяет разливать несколько плавок без перерыва струи металла, вытекающей из промежуточного ковша (так называемый метод плавка на плавку); некоторый запас металла в промежуточном ковше позволяет продолжать разливку в то время, пока один опорожненный большой разливочный ковш заменяют другим.
Применение промежуточных ковшей имеет ряд недостатков:
- дополнительная поверхность контакта струи металла с окружающим воздухом между большим разливочным и промежуточным ковшами вызывает дополнительное вторичное окисление металла и взаимодействие его с воздухом;
- дополнительная операция пропуска металла через промежуточный ковш связана с усилением охлаждения металла.
Отмеченные выше недостатки, связанные с использованием промежуточных ковшей, устраняются в результате усовершенствования их конструкций. Применяют промежуточные ковши, непосредственно прикрепляемые к большим разливочным (для уменьшения контакта струи с воздухом), ковши с крышкой для уменьшения потерь тепла, ковши с огнеупорными перегородками для улучшения условий всплывания неметаллических включений и т.д.
Изложницы
Изложницы отливают обычно из чугуна (из вагранки или иногда из чугуна непосредственно из доменной печи),так как чугун имеет относительно невысокую стоимость, обладает хорошими литейными свойствами и отливки из чугуна при нагреве почти не коробятся. В некоторых случаях (например, для отливки крупных кузнечных слитков) изложницы отливают из низкоуглеродистой качественной стали, предварительно подвергнутой вакуумированию. Размеры и форма изложницы, определяющие форму слитка, зависят от следующих факторов:
- Вида продукции (прокатные слитки поступают в прокатный цех, кузнечные — в кузнечно-прессовый).
- Назначения (для получения сортовой заготовки используют обычно слитки квадратного сечения, для проката на лист — прямоугольного, для получения труб, колес, бандажей — круглого или многогранного).
- Мощности прокатных станов (от этого зависят масса и размеры слитка).
- Степени раскисленности (слитки спокойной и кипящей стали имеют обычно различную форму, соответственно различную форму имеют изложницы).
- Способа разливки (сверху или сифоном).
- Требований к качеству металла и его однородности (чем больше масса слитка, тем дольше он застывает, тем в большей степени развиваются в нем ликвационные явления и соответственно неоднородность свойств). Для повышения производительности обжимных станов (блюмингов и слябингов) целесообразно иметь крупные слитки, однако в ряде случаев при отливке крупных слитков не обеспечивается нужное качество стали.
Конструкция изложницы должна быть удобна в эксплуатации и иметь возможно более высокую стойкость. Стойкость изложниц зависит от состава и качества чугуна, из которого изложница изготовлена, состава и температуры разливаемой стали, от условий эксплуатации изложниц в данном цехе и от конструкции изложницы (при данной массе слитка). Для изготовления изложниц обычно используют чугун примерно следующего состава: 3,8%С; 1,8%Si 0,9%Мn; 0,2%Р с минимальным содержанием серы. Некоторое количество хрома в составе чугуна повышает стойкость изложниц. Стойкость изложниц в значительной степени зависит от ее жесткости, даже очень небольшое коробление приводит к быстрому выходу чугунной изложницы из строя. Это учитывают при конструировании изложниц, в частности наружные границы изложницы выполняют не плоскими, а криволинейными, кривизну выбирают противоположной той, которую имели бы плоские грани после прогрева, т. е. в деформированном состоянии. Для предупреждения образования продольных трещин торцы изложниц упрочняют стальными бандажами.
Для удобства извлечения слитка из изложницы (или снятия изложницы со слитка) стенки изложниц всегда выполняют с некоторой (1—4 %) конусностью, поэтому изложницы разделяют на расширяющиеся кверху или книзу. Изложницы могут быть с дном и без дна. В первом случае их называют глуходонными, во втором —сквозными. В первом случае слиток извлекают из изложницы, а она остается на месте, во втором изложницы снимают со слитка, сам же слиток остается стоять на поддоне. В тех случаях, когда металл разливают сверху, изложница (или поддон) в месте удара струи быстро выходит из строя, поэтому в данном месте устанавливают сменяемые пробки. Для уменьшения разбрызгивания струи при
ее ударе в донной части изложницы предусмотрено углубление.
На стойкость изложниц влияет не только их конструкция. Увеличение продолжительности выдержки слитков в изложницах вызывает значительный нагрев их стенок, рост зерен чугуна и повышение напряжений в стенках изложниц. Стойкость изложниц при этом уменьшается. Снижение стойкости изложниц имеет место и при резких колебаниях температур при охлаждении. Лучшие результаты получают при охлаждении изложниц на воздухе. Ускоренное охлаждение изложниц водой снижает их стойкость. Оптимальная температура изложниц перед разливкой 50—100 °С; при более высокой температуре наружная корка затвердевающего слитка остается в контакте с изложницей более длительное время, что ускоряет износ. В тех случаях, когда температура изложницы ниже допускаемой, есть опасность, что на холодных поверхностях конденсируется влага воздуха и может быть ухудшено качество стали.
Имеет значение также взаимное расположение изложниц: оно должно быть таким, чтобы обеспечивалась возможность естественного равномерного охлаждения со всех сторон. Стойкость изложниц в зависимости от перечисленных факторов может составлять от 50 до 150 наливов, а расход изложниц — от 1,5 до 2,5 % от массы отлитых слитков. Производство изложниц в СССР превышает 3,5 млн. т/год. В расчетах для упрощения массу изложницы в среднем можно принимать равной массе слитка. Важнейшей характеристикой изложницы является отношение высоты к условному диаметру слитка H/D. При этом принимают, что условный (диаметр D =√F , где F — площадь поперечного сечения средней по высоте части слитка (или F = D2).
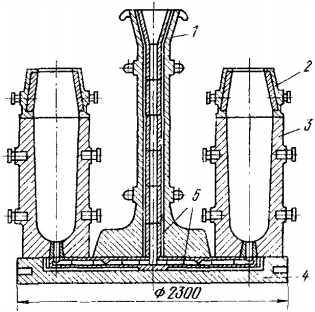
Отношение H/D в значительной мере определяет внутреннее строение слитка. Обычно для углеродистой стали это отношение равно 3—3,5, для высококачественной легированной 2,5—3,3. Для получения более плотного слитка оно при данном сечении должно быть ниже (улучшены условия газовыделения), однако для повышения производительности обжимных прокатных станов желательно, чтобы высота (длина) слитка была больше. На практике обычно принимают компромиссное решение (рисунок 9).
Изложницы для получения кузнечных слитков
Конструирование изложниц для получения крупных (до 350—400 т) слитков имеет свои особенности. Учитывая высокую стоимость получения крупных поковок, к изложницам предъявляют повышенные требования: строго ограничивают разностенность (обычно не более 8 %); на рабочей поверхности недопустимо появление заметных дефектов (например, глубиной> 3 мм), каждая изложница должна иметь литую маркировку, на каждую изложницу составляют паспорт.
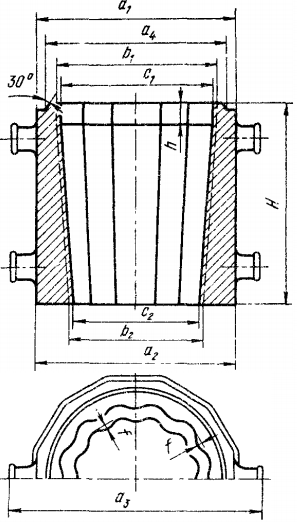
При хорошем утеплении верхней части слитка, уширенного к верху, плотность слитка возрастает, а усадочные дефекты распространяются на меньшую глубину при уменьшении H/D). Этот прием используют в случаях отливки крупных кузнечных слитков, применяемых для изготовления ответственных изделий (роторов турбин электростанций, коленчатых валов судовых двигателей, крупных артиллерийских орудий, корпусов агрегатов специального назначения и т. п.). При этом приеме (широкий верх слитка при небольшой его высоте) масса головной обрези по отношению к массе слитка возрастает, однако последующие операции со слитком (многократная ковка, придание металлу соответствующей конфигурации, сложная термическая обработка и т. д.) настолько дорогостоящие, что некоторое уменьшение выхода годного оправдывается только высоким качеством металла. Конусность крупных кузнечных слитков увеличивают до 4,5—5,5 %, а отношение H/D уменьшается до ~ 2. В необходимых случаях для получения изделий ответственного назначения отношение H/D уменьшают даже до 1,1—1,25, а конусность увеличивают до 14—16 %. В качестве примера на рисунки 10 показана схема стандартной двенадцатигранной кузнечной изложницы для заготовок роторов. Наружный диаметр такой изложницы больше высоты. Большое число граней определяется желанием уменьшить удельное давление большой массы жидкого металла на образующуюся при кристаллизации корочку слитка и, следовательно, исключить возможные разрывы этой корочки и образование трещин. На рисунке 10 показана изложница для отливки заготовок для роторов; величины a, b, с, h, Н и др. имеют определенные для каждого случая значения, установленные соответствующим ГОСТом.



