
В промышленности применяют дуговые сталеплавильные печи (ДСП) разной вместимости: от 1,5 до 300 т. Малые печи (1,5-25 т) в основном используют в литейном производстве, где они часто имеют кислую футеровку. В “большой” металлургии вместимость печей составляет, как правило, 50 т и более. В современных комплексах ДСП – агрегат печь-ковш – МНЛЗ чаще всего используют печи вместимостью 80-150 т.
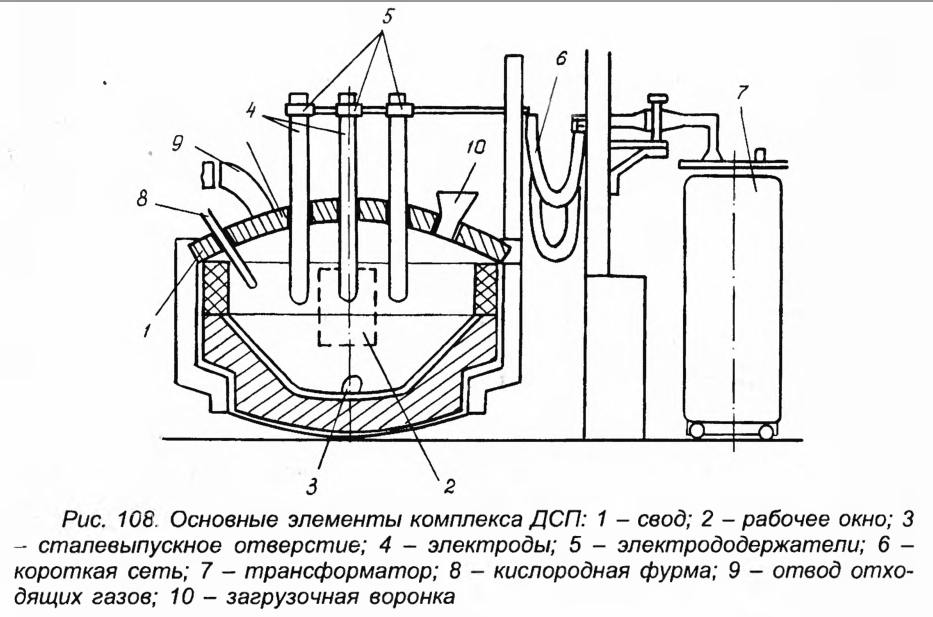
На рис. 108 представлены основные элементы оборудования ДСП. Наибольшую функциональную нагрузку несёт свод печи 1. На большинстве ДСП свод может приподниматься и поворачиваться в сторону, что позволяет открыть рабочее пространство для загрузки шихты. В центральной части свода имеются отверстия для трёх электродов 4, которые через электрододержатели 5 и короткую сеть 6 связаны с трансформатором 7, находящимся в изолированном помещении.
Электроэнергия подаётся к электросталеплавильному цеху по высоковольтным линиям напряжением 35-220 кВ. Печной трансформатор 7 понижает напряжение до 100-1000 В, и такой ток подаётся к ДСП, его сила в короткой цепи 6 достигает десятков тысяч ампер. Эта электрическая система оснащена разъединительными, предохранительными, измерительными и регулирующими устройствами. Всё это позволяет поддерживать оптимальные электрические режимы в разные периоды плавки.
Кроме того, в современных ДСП через свод опускают кислородную фурму 8, эвакуируют отходящие газы, используя трубопровод 9, и подают сыпучие материалы через воронку 10.
Корпус печи способен наклоняться до 40° в сторону рабочего окна 2 или в противоположную сторону, где расположено сталевыпускное отверстие 3. Это позволяет регулировать слив шлака по ходу плавки, а также выпуск металла.
Футеровка подины печи, её стен и свода выполняются из основных огнеупоров (магнезитохромитовых и хромомагнезитовых), лишь в литейном производстве иногда применяют кислую футеровку. Наименее долговечной является футеровка свода, она обычно выдерживает до 150 плавок. После этого свод заменяют на другой, вновь зафутерованный, и кампания печи продолжается. Подина печи выдерживает 1000-1500 плавок.
Для повышения стойкости свода на современных печах его делают водоохлаждаемым, футеруют только центральную часть, где расположены электроды, чтобы избежать межфазных замыканий. Стойкость таких сводов возросла до 5000-6000 плавок. Успешный опыт эксплуатации водоохлаждаемых сводов способствовал внедрению и водоохлаждаемых стен ДСП. Правда, нижние зоны – уровень возможного контакта с металлом – делаются футерованными.
В современных ДСП для отсечки шлака при выпуске применяют эркерное или донное сталевыпускные отверстия с шиберными затворами. Кроме того, это при необходимости позволяет оставлять в печи и часть металла.
Для ускорения процессов нагрева и расплавления металлошихты современные печи оборудованы стеновыми или сводовыми горелками, а для интенсификации обезуглероживания – сводовыми или глубинными кислородными фурмами. Это позволяет сократить продолжительность плавки до 40-60 мин, то есть приблизить ДСП по производительности к кислородным конвертерам.



