
Сущность холодной объемной штамповки
Холодной объемной штамповкой называется процесс обработки металлов давлением, при котором формоизменение заготовки происходит без предварительного нагрева и сопровождается значительным перераспределением металла в ее поперечном сечении.
Холодная объемная штамповка является одним из основных видов обработки металлов давлением в автомобильной, тракторной промышленности и во многих других отраслях крупносерийного и массового машиностроения, так как наиболее полно отвечает требованиям приближения форм и размеров заготовок к готовым деталям. Этот вид обработки металлов давлением в основном применяют для массового производства поковок небольших размеров для производства заклепок, гвоздей, болтов, шайб, роликов и колец подшипников качения, поршневых пальцев и пр. Поковки, получаемые холодной объемной штамповкой, обычно доводят до заданной формы деталей последующей обработкой резанием: подрезкой торцов, прорезкой узких пазов, сверлением отверстий малых диаметров и т. д. Экономия металла (коэффициент использования металла) при этом способе штамповки достигает в ряде случаев 80 %. Штампованные детали можно также соединять сваркой, получая штампосварные конструкции.
Холодной объемной штамповкой обрабатывают те стали, а также деформируемые цветные металлы и сплавы (латуни, сплавы алюминия и др.), которые обладают высокой пластичностью при комнатной температуре.
Основные достоинства холодной объемной штамповки заключаются в следующем.
- Отсутствие нагрева обеспечивает деформационное упрочнение, хорошее качество поверхности, исключает операции по очистке поверхности от окалины, окислов и т. д.
- Направленность волокна вдоль конфигурации штампованной поковки без его перерезания улучшает эксплуатационные свойства деталей.
- Приближенность формы полуфабриката к форме готовой детали повышает коэффициент использования металла в сравнении с аналогичными деталями, полученными из литых или горячештамованных полуфабрикатов.
- Сочетание работы холодноштамповочного оборудования со средствами автоматизации обеспечивает высокую производительность этого вида производства.
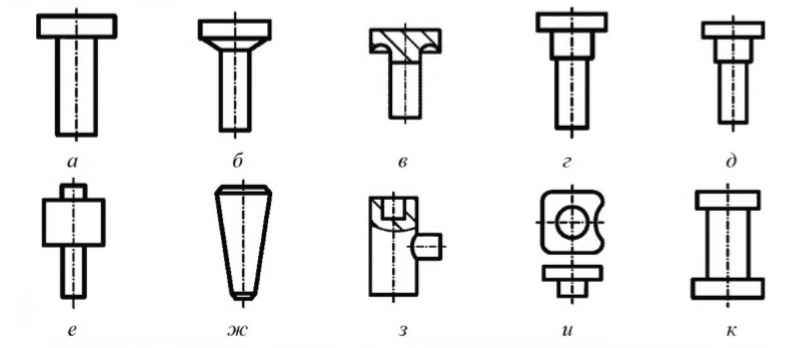
а, б — с головкой простой формы; в,г — с головкой сложной формы; д — со ступенчатым стержнем; е — с фланцем в средней части; ж — с коническими элементами; з — с несимметричной головкой; и — со сложным широким фланцем; к — с головками на обоих концах
Классификация деталей, получаемых холодной объемной штамповкой, основана на результатах анализа технологических возможностей прессов и автоматов. По классификации все детали делят на два основных типа: детали стержневого типа и детали осесимметричные полые. Детали первого типа могут иметь головку простой или сложной формы, несимметричную головку, головки на обоих концах, сложный широкий фланец, фланец в средней части, конический элемент или представлять собой ступенчатый стержень (рис. 9.1).
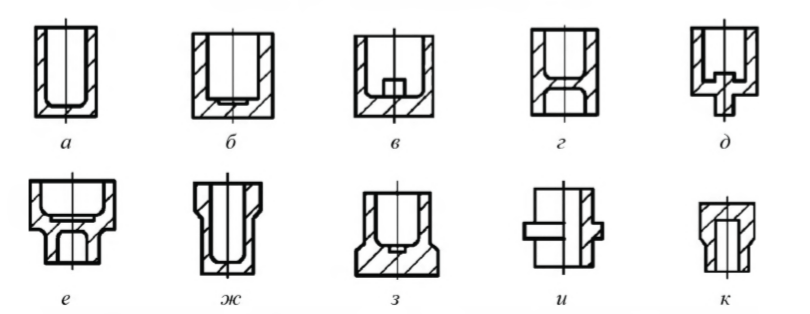
К деталям второго типа относят детали с гладкой и ступенчатой полостью, с отростком в полости, с перемычкой, с наружным отростком, с полым отростком, с фланцем в верхней, средней или нижней части и с утолщением у закрытого торца (рис. 9.2).
Операции холодной объемной штамповки
Разделительные операции
Группу разделительных операций холодной объемной штамповки составляют рубка (резка), обрезка и пробивка.
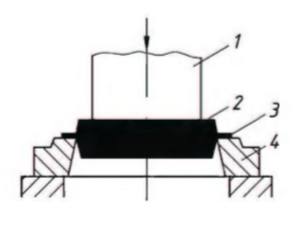
Рубка представляет собой разделение прутков на мерные заготовки. Эту операцию производят на сортовых ножницах, пресс-ножницах, на прессах в штампах или на специальных отрезных прессах-автоматах. Длина отрубаемой заготовки, как правило, должна быть не меньше половины диаметра прутка. При резке на ножницах (рис. 9.3) заготовки получаются с косым срезом и искажением формы, а длинные заготовки изгибаются.
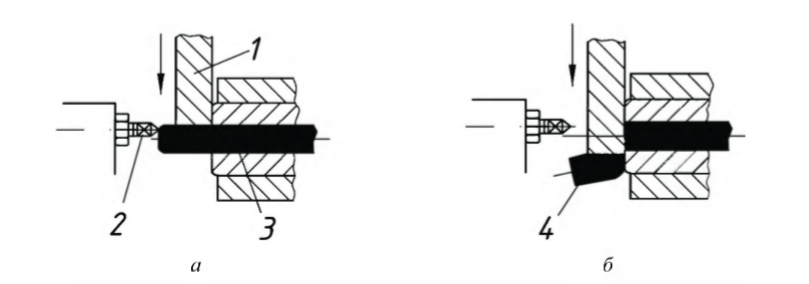
а – начало резки; б – завершение резки, 1 – нож; 2 – упор; 3 – заготовка; 4 – отрезанная заготовка
Для уменьшения величины дефектов, возникающих при резке, используют втулочные ножи или специальные штампы (рис. 9.4).
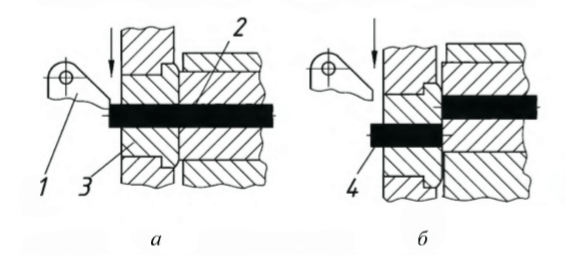
а – начало резки; б – завершение резки; 1 – упор; 2 – заготовка; 3 – режущая втулка; 4 – отрезанная заготовка
После рубки в обычных условиях заготовки имеют косой срез и искажение формы, а длинные заготовки изгибаются. Резка заготовок втулочными ножами или в специальных штампах приводит к снижению количества таких дефектов. Установлено также, что при резке происходит отклонение наклона скалывающих трещин, возникающих при резке металла по отношению к направлению действующего усилия. Повысить точность отрезки можно путем правильного выбора угла наклона прутка и равного ему угла скоса ножей.
Холодная объемная штамповка может выполняться с образованием облоя или без него. Заготовка, предназначенная для безоблойной холодной объемной штамповки, должна быть точной по объему и весу, так как лишний металл при штамповке может вызвать поломку штампа и пресса. Недостаток металла вызовет незаполнение рабочей полости штампа металлом (недоштамповку).
Обрезку (рис. 9.5) назначают для отделения отхода (облоя) по контуру отштампованного полуфабриката и осуществляют в штампах на прессах. Для того чтобы поверхность реза была очень чистой, применяют последующую зачистку или объемную калибровку.
1 – пуансон; 2 – заготовка; 3 – облой; 4 – матрица
При изготовлении деталей холодной высадкой на пресс-автоматах обрезку иногда применяют для образования окончательного внешнего контура отштампованного полуфабриката. Например, обрезкой получают шестигранную головку болта из ранее отштампованной цилиндрической головки.
Пробивка служит для получения небольших по глубине сквозных отверстий или удаления отхода (пленки) из наметки отверстия. Необходимость этой операции заключается в том, что при холодной объемной штамповке отверстия обычно сразу не получают. Вместо них штамповкой получают углубления – наметки, между которыми остается пленка, которую и удаляют пробивкой. Так, например, штампуют гайки. Пробивку осуществляют в штампах на прессах.
Формоизменяющие операции
Формоизменение при холодной объемной штамповке происходит в основном осевым симметричным течением металла.
Классификация формоизменяющих операций холодной объемной штамповки, основанная на кинематике относительного движения металла и инструмента, делит все операции на простые и комбинированные.
Операции относят к простым, если при их выполнении движение металла относительно инструмента возможно только в одном направлении.
При комбинированных операциях металл имеет два и более направлений движения. Комбинированные операции бывают последовательными и совмещенными. При последовательных операциях на первом этапе сначала реализуется одно число движений, а затем другое. При этом чаще всего на первом этапе реализуется движение в одном направлении, затем оно прекращается, и металл движется в другом направлении, т. е. процесс состоит из нескольких простых операций, осуществляемых последовательно по времени. Совмещенная операция является частным случаем комбинированной, при которой движение металла в двух или нескольких направлениях протекает одновременно. Общее преимущество всех комбинированных операций заключается в уменьшении числа штамповочных операций, а соответственно, в сокращении технологического цикла, уменьшении номенклатуры штамповой оснастки и, как правило, увеличении точности размеров получаемых изделий.
Все простые формоизменяющие операции иногда делят на открытые и закрытые. При открытых операциях перемещение металла в направлении, перпендикулярном движению деформирующего инструмента, не ограничено боковыми стенками инструмента, а форма изделия в плане не задана инструментом и в основном определяется анизотропией металла, условиями трения, правильностью геометрической формы заготовки. При закрытой операции перемещение металла в поперечном относительно действия инструмента направлении ограничено боковыми стенками инструмента. Обычно процесс состоит из открытого этапа, который постепенно переходит в закрытый, так как по мере движения инструмента возникает и увеличивается контакт металла с боковыми стенками штампа.
К основным формоизменяющим операциям холодной объемной штамповки относят: предварительное деформирование заготовок, осадку, высадку, выдавливание и калибровку.
Предварительное деформирование обеспечивает обжатие заготовки в матрице для придания ей требуемой формы (рис. 9.6). Эту операцию еще называют калибровкой заготовок. Предварительное деформирование позволяет устранять дефекты после рубки и получать точные по форме и размерам заготовки, что создает благоприятные условия для дальнейшей штамповки и повышает стойкость штампов.
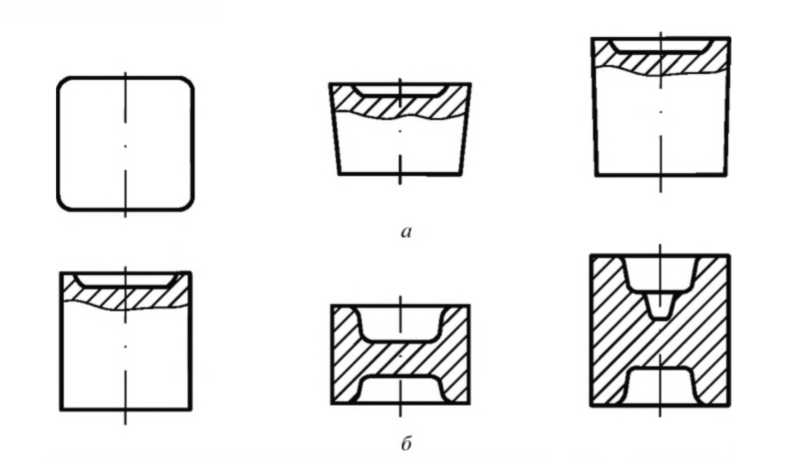
а – исходных заготовок; б – заготовок после предварительного деформирования
Осадка – это операция холодной объемной штамповки, при которой формообразование полуфабриката происходит за счет уменьшения высоты заготовки с одновременным увеличением ее поперечного размера.
Различают открытую и закрытую осадку. При открытой осадке (рис. 9.7) сжатие металла между элементами штампа сопровождается свободным радиальным течением.
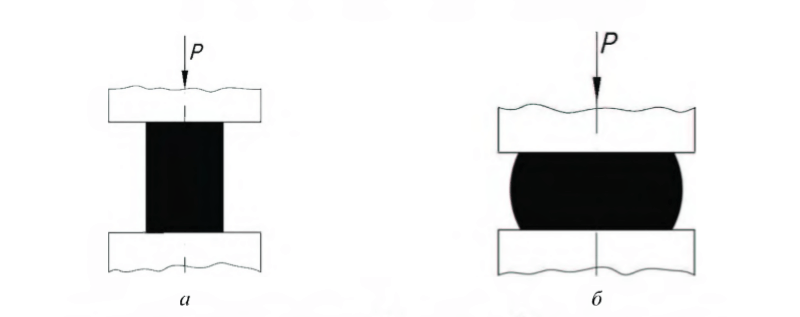
а – до осадки; б – в процессе осадки
Силы трения между заготовкой и инструментом приводят к образованию бочкообразной боковой поверхности, по аналогии с ковкой.
Открытую осадку применяют для калибровки по высоте с получением параллельности торцов заготовки.
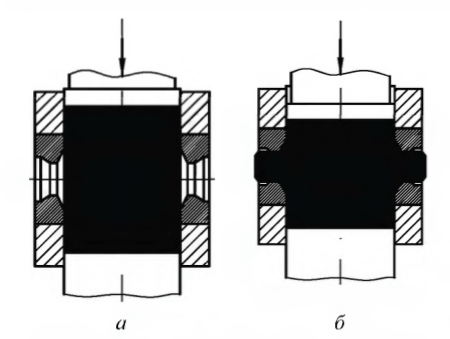
В процессе закрытой осадки выделяют две стадии (рис. 9.8). На первой стадии до соприкосновения боковой поверхности заготовки со стенками инструмента идет открытая осадка, а после этого начинается вторая стадия, которая заключается в радиальном течении металла в клиновую щель, возникающую между инструментом и заготовкой.
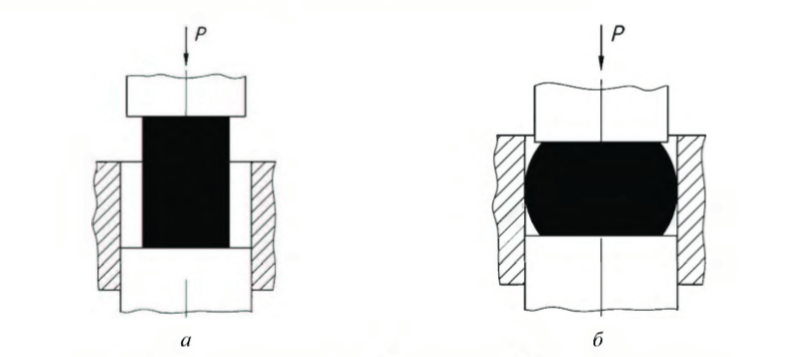
а – до осадки, б – в процессе осадки
Закрытую осадку применяют для калибровки по высоте и диаметру (поперечному сечению), получения параллельных торцов, перпендикулярных основной оси заготовки, уменьшения отношения высоты заготовки к ее диаметру, производства заготовок для выдавливания полости, роликов подшипников и других деталей.
К осадке также относят деформирование по схеме осадки с образованием облоя и без облоя с получением деталей сложной конфигурации (рис. 9.9).
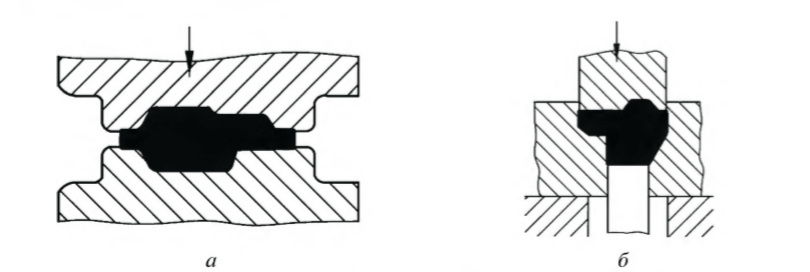
а – с образованием облоя, б – без образования облоя
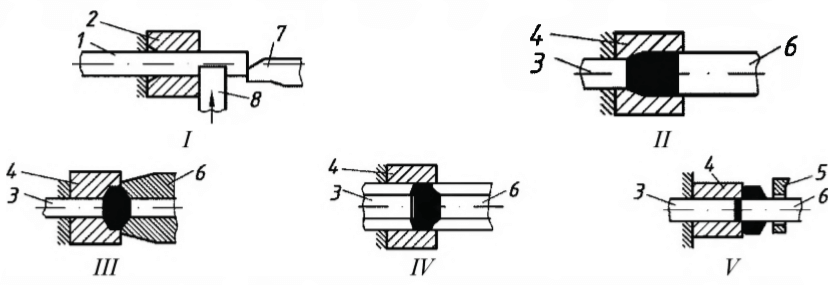
Высадка — это осадка части заготовки. Эту операцию обычно применяют для высадки головок болтов, винтов, заклепок на холодновысадочных прессах-автоматах. Высадка при холодной объемной штамповке может быть открытой и закрытой.
Открытую высадку сплошного стержня (рис. 9.10) осуществляют с защемлением одного и обоих концов заготовки. Характер течения металла при открытой высадке и открытой осадке практически одинаков.
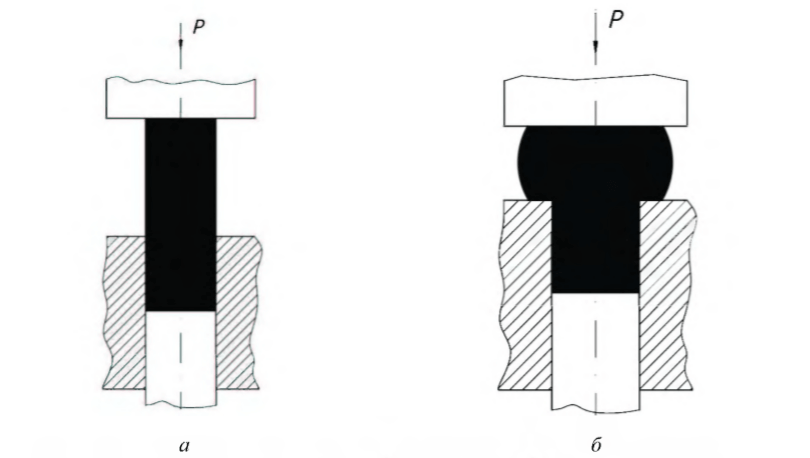
Открытую высадку применяют для калибровки заготовок, образования местных утолщений на одном конце, обоих концах и в средней части заготовки, набора металла для последующей штамповки при производстве заготовок крепежных и других ступенчатых деталей.
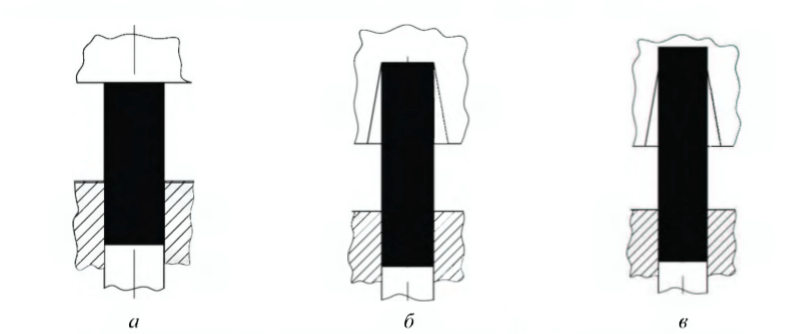
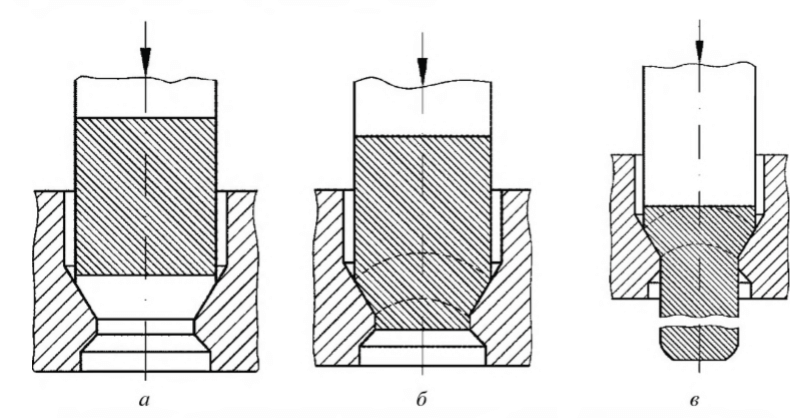
Закрытая высадка, так же как и открытая, широко применяется для набора металла перед последующей штамповкой. Этот вид высадки принято называть предварительной. В этом случае особую значимость имеет устойчивость свободной части заготовки. Набор металла высадкой осуществляют по схемам, показанным на рис. 9.11. Наименьшую устойчивость заготовка имеет при открытой высадке (рис. 9.11, а). Наиболее часто в промышленности применяют пуансоны предварительной высадки с полостью в виде усеченного конуса (рис. 9.11, б). Для повышения устойчивости заготовки пуансоны предварительной высадки изготовляют с цилиндрическим пояском (рис. 9.11, в).
Выдавливание – это вытеснение металла под действием пуансона в отверстие пуансона или в зазор между пуансоном и матрицей. Различают следующие основные виды холодного выдавливания: прямое, обратное, и поперечное.
При прямом выдавливании сплошного стержня из сплошной заготовки течение металла заготовки относительно боковых стенок матрицы происходит в направлении движения пуансона. Процесс прямого выдавливания условно разбивают на стадии, которые показаны на рис. 9.12.
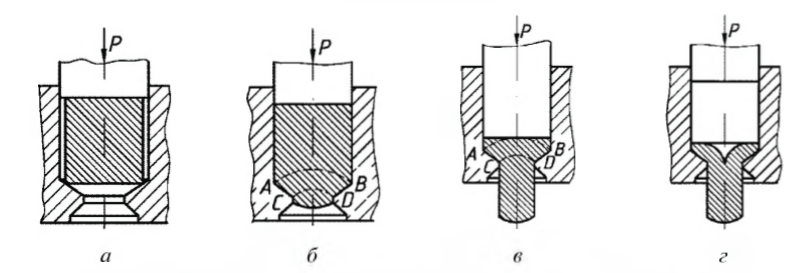
На первой стадии, называемой распрессовкой, заготовка по всему контуру принимает форму рабочего инструмента. В конце распрессовки (рис. 9.12, б) заканчивается формирование очага деформации (показан пунктиром АВСD), а усилие по окончании первой стадии достигает максимального значения. На второй стадии процесса, называемой установившейся, усилие выдавливания несколько снижается, так как уменьшается высота оставшейся в матрице заготовки, а следовательно, падает усилие, затрачиваемое на преодоление трения. При дальнейшем движении пуансона начинается третья заключительная стадия, называемая , которая сопровождается резким увеличением относительных скоростей перемещения металла в центральной зоне с образованием центральной и боковой утяжин (рис. 9.12, г). Поэтому процесс выдавливания останавливают до момента образования утяжин.
Редуцирование – представляет собой операцию, предназначенную для уменьшения поперечного сечения заготовки. В отличие от выдавливания при редуцировании сплошного стержня между заготовкой и боковыми стенками полости матрицы имеется зазор, который исключает трение между заготовкой и боковыми стенками матрицы (рис. 9.13).
Главное условие возможности осуществления редуцирования заключается в том, чтобы свободная часть заготовки, через которую передается усилие штамповки, не осаживалась. Редуцирование обеспечивает по сравнению со всеми видами выдавливания наибольшую точность размеров, наименьшую шероховатость поверхности изделия при значительно большей стойкости инструмента.
При редуцировании сплошного стержня в отличие от прямого выдавливания выбор высоты заготовки не ограничен условиями трения о боковые стенки матрицы, а выбор большей деформации ограничен условиями продольной устойчивости свободной части заготовки, зависящими от качества торцов, продольной кривизны и состояния заготовки. Редуцирование применяют при изготовлении заготовок ступенчатых валов, шестерен, деталей со шлицами и канавками. Прямое выдавливание применяют также для получения полых деталей, используя как сплошные, так и полые заготовки.
При прямом выдавливании полого стержня из полой заготовки (рис. 9.14) направление течения деформируемого металла совпадает с направлением движения пуансона. Металл выдавливается в кольцевой зазор, образованный иглой-оправкой и стенками матрицы.
Процесс применяют для изготовления заготовок гильз, колпачков, стаканов и других полых и трубчатых деталей с гладкой и ступенчатой внешней поверхностью.
Схема процесса прямого выдавливания полого стержня из полой заготовки представлена на рис. 9.15.
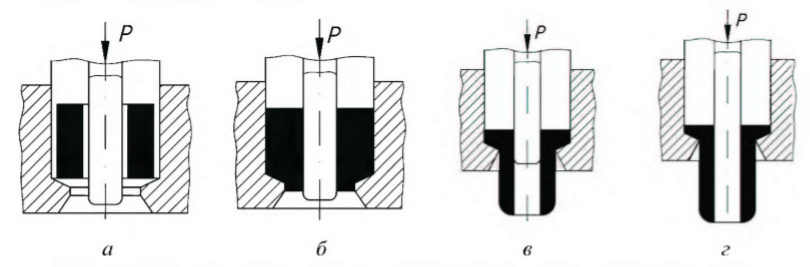
Процесс применяют для изготовления заготовок тонкостенных гладких и ступенчатых деталей со сквозной полостью.
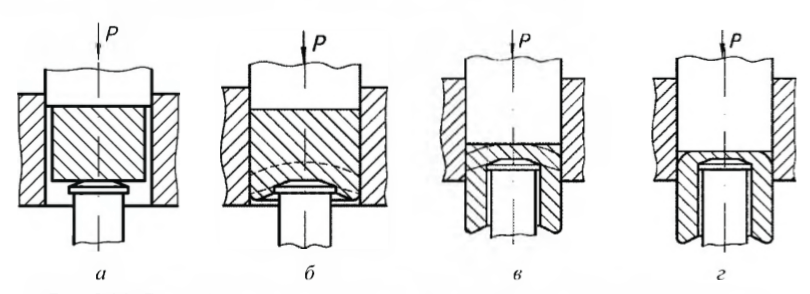
При обратном выдавливании полого стержня постоянного сечения из сплошной заготовки течение металла заготовки и движение пуансона происходят в противоположных направлениях. Основные стадии обратного выдавливания полого стержня постоянного сечения (типа стакана) из сплошной заготовки показаны на рис. 9.16.
На первой стадии выдавливания происходит распрессовка, которая заканчивается формированием очага деформации (показан пунктиром на рис. 9.16, б, в). Вторая стадия характеризуется равномерным течением металла. В начале третьей стадии происходит образование боковых утяжин, и усилие при этом сначала падает, а затем интенсивно возрастает.
Другими операциями выдавливания являются поперечное круговое открытое и закрытое выдавливание или высадка выдавливанием как одного из концов заготовки, так и средней части заготовки.
Эти виды выдавливания применяют для образования внешних местных утолщений и фланцев относительно малой толщины и высоты сплошных штампованных заготовок, набора металла для последующей штамповки. Иногда аналогичные схемы применяют для получения внутренних фланцев на полой заготовке.
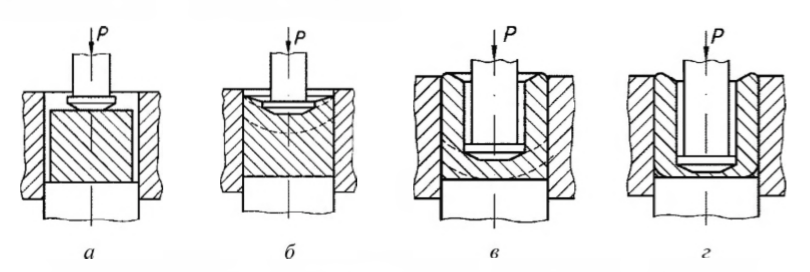
В практике холодной объемной штамповки используют поперечное канальное выдавливание (рис. 9.17), при котором течение металла относительно боковых стенок матрицы аналогично прямому выдавливанию.
Металл выдавливается из полости матрицы в калибрующее отверстие под некоторым углом (обычно 90°) к направлению движения пуансона. Выбор длины заготовки, находящейся в полости матрицы, ограничен условиями трения, как и при прямом выдавливании. При канальном поперечном выдавливании форма поперечного сечения недеформируемой части заготовки представляет собой круг и многоугольник, а выдавленной части – круг, многоугольник и более сложный профиль.
Процесс применяют для изготовления заготовок шестерен, звездочек, крестовин и других деталей с внешними отростками. По аналогичной схеме на полой заготовке могут образовываться внутренние отростки.
Калибровку используют для получения точных размеров и высокой чистоты поверхностей штампованных деталей. Различают плоскостную и объемную калибровку. Этой операции подвергают холодноштампованные детали автомобилей, приборов, часов и др.
В отдельных случаях в технологии объемной штамповки может быть предусмотрена сварка (например, кольцевых заготовок для выдавливания), такие доделочные операции, как, например, сверление отверстий, фрезерование пазов, накатка резьбы и отделочные операции (зачистка, галтовка, покрытие, полирование).
Оборудование и инструмент для холодной объемной штамповки
Оборудование, предназначенное для холодной объемной штамповки, работает при высоких удельных нагрузках и должно обеспечивать высокую точность формы и размеров изделий, поэтому от него требуется высокая производительность при жесткости конструкции и увеличенном рабочем ходе.
К видам оборудования, применяемого для холодной объемной штамповки, относят прессы и автоматы. В свою очередь, прессы подразделяются на механические и гидравлические. Механические вертикальные прессы для холодной объемной штамповки строят с номинальным усилием 0,63—40 МН и обычно применяют для штамповки простых деталей за один переход с выполнением таких операций, как осадка, чеканка и выдавливание. В качестве главного исполнительного механизма используются кривошипно-шатунный (обычно эксцентрикового типа) и кривошипноколенный механизмы.
Механические прессы бывают одно- и многопозиционными. Многопозиционные прессы по сравнению с однопозиционными в связи с возможностью совмещения нескольких операций на одном прессе позволяют значительно сократить объем вспомогательных работ, уменьшить использование вспомогательных и транспортирующих механизмов.
Гидравлические прессы для холодного выдавливания применяют в основном для изготовления деталей удлиненной формы при мелкосерийном производстве. Эти прессы имеют большой рабочий ход и незначительные скорости выдавливания. Основное преимущество гидропрессов заключается в равномерности использования полного номинального усилия в течение всего рабочего хода. Это оборудование не боится возможных перегрузок, позволяет плавно регулировать усилия, скорости и ход ползуна, кроме того, позволяет уменьшить динамический удар при соприкосновении инструмента с заготовкой путем снижения скорости в момент касания.
Вместе с тем гидравлические прессы имеют следующие недостатки: низкую производительность, неравномерную рабочую скорость инструмента в начальный момент деформирования, поэтому их целесообразно применять в мелкосерийном производстве для изготовления разнотипных по размерам деталей удлиненной формы, при штамповке которых необходим большой ход инструмента и небольшие скорости выдавливания. Производительность гидравлических прессов можно повышать ускорением холостого хода ползуна.
Чеканочные кривошипно-коленные прессы используются для выполнения операций, требующих приложения значительных технологических усилий на небольших участках рабочего хода ползуна (чеканка, калибровка, правка штампованных заготовок, а также выдавливание коротких деталей).
Прессы кривошипно-коленные для холодного выдавливания предназначены для изготовления изделий типа стаканов и стержней. Они бывают вертикального и горизонтального исполнения.
Холодноштамповочные автоматы характеризуются согласованным взаимодействием вспомогательных механизмов и главного рабочего механизма в соответствии с последовательностью операций, необходимых для изготовления изделия из пруткового проката или штучных заготовок в холодном состоянии.
Для изготовления изделий на автоматах применяют различные операции обработки давлением: выдавливание, редуцирование, осадку, высадку, калибровку и чеканку, обжим, пробивку и обрезку, отрезку и т. д. Эти операции применяют либо для однопозиционной штамповки, либо они входят в ряд последовательных операций для получения более сложных изделий при многопозиционной штамповке.
Автоматы изготавливают вертикальными и горизонтальными. Применение того или иного типа автомата зависит главным образом от операций, требуемых для изготовления штампуемых деталей, а также от размеров и формы деталей.
Вертикальные автоматы широко используются для получения деталей с применением операций всех видов выдавливания. С этой целью прессы для холодного выдавливания оснащаются встроенными средствами автоматизации, обеспечивающими автоматический режим работы. Штамповка на таких автоматах, как правило, осуществляется из штучной заготовки.
Горизонтальные автоматы работают с использованием непрерывного пруткового материала и по конструктивному исполнению являются специализированным оборудованием.
По количеству матриц (позиций штамповки) вертикальные и горизонтальные автоматы подразделяются на однопозиционные и многопозиционные. Однопозиционные одноударные автоматы предназначены для штамповки изделий достаточно простой формы, требующих относительно небольшого рабочего хода. Массовый характер производства такого типа деталей позволяет изготавливать специализированные однопозиционные автоматы: шариковые и гвоздильные. К этой же группе относят обрезные автоматы, которые используют для обрезки граней цилиндрической головки, полученной на двухударных автоматах, для повторной высадки и для редуцирования стержня под резьбу. Обрезные автоматы работают со штучными заготовками, поэтому снабжаются дополнительными ориентирующими и подающими устройствами. По исполнению инструмента одноударные и двухударные автоматы выполняются с цельными и разъемными матрицами.
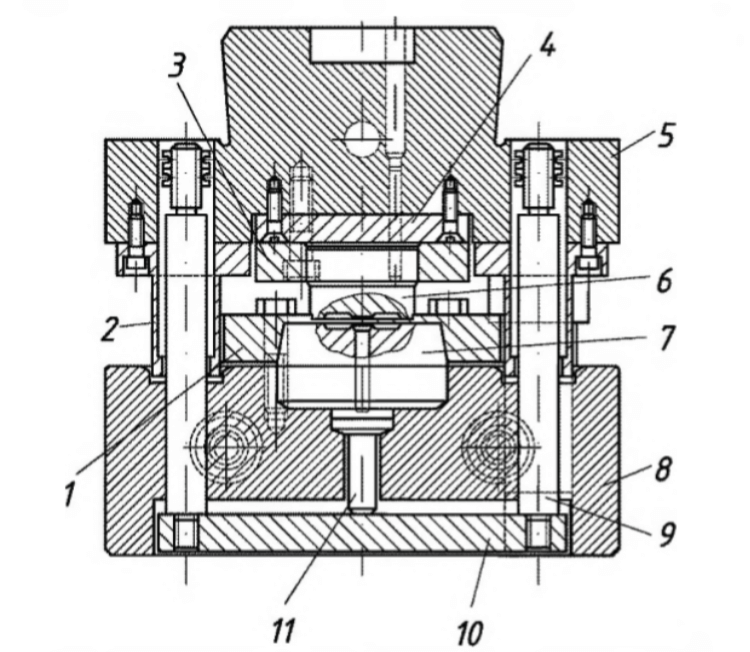
Кинематическая схема двухударного однопозиционного автомата представлена на рис. 9.19.
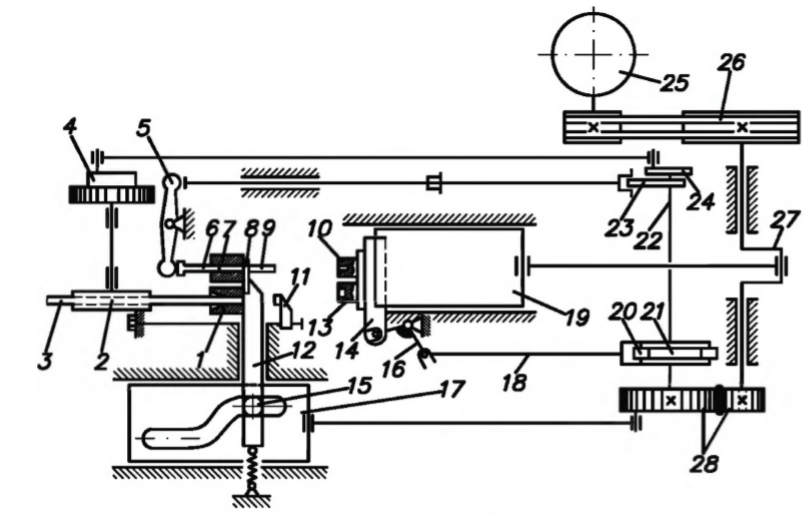
Проволочная заготовка 3 подается прерывисто вращающимися роликами 2 через отрезную матрицу 1 до упора 11. Нож 8, отрезав заготовку 9, переносит ее при помощи специальной пружины к высадочной матрице и удерживает ее до тех пор, пока пуансон не втолкнет ее в матрицу 7. После этого нож 8 возвращается в исходное положение, а пуансон 10 проводит предварительную высадку головки изделия. При втором ударе пуансон 13 проводит окончательную высадку головки. Движение пуансонов вдоль оси изделия осуществляется главным ползуном 19, соединенным шатуном с коленчатым валом 27.
Поперечное перемещение пуансонов осуществляется при помощи салазок 14, которые связаны двуплечим рычагом 16, шатуном 18 и роликами 20 с кулачковым механизмом 21. Кулачковый механизм смонтирован на распределительном валу 22, получающем вращательное движение через зубчатую передачу 28. Механизм подачи пруткового материала имеет храповое устройство 4, с помощью которого осуществляется прерывистое вращение роликов подачи 2. Подача регулируется изменением эксцентриситета диска 24 посредством сухаря и винта. Привод выталкивателя 6 и рычага 5 осуществляется от кулачка привода выталкивателя 23, посаженного на распределительном валу.
Коленчатый вал 27 получает крутящий момент от электродвигателя 25 через клиноременную передачу 26. Ножевой шток 12 имеет такое же устройство и привод, как и на одноударном автомате. Боковой ползун 17 снабжен копирной дорожкой, в которую вставлен ролик 15, связанный с ножевым штоком.
Многопозиционные автоматы предназначены для штамповки стержневых изделий и для штамповки изделий типа гаек. В этих автоматах число рабочих позиций может достигать восьми, что позволяет наиболее широко использовать технологические возможности одной машины.
Особенностями многопозиционных автоматов являются:
- оптимизация степеней деформации заготовки за счет рационального проектирования технологического процесса;
- возможность равномерного повышения механических свойств материала изделия деформационным упрочнением всех элементов детали;
- высокая точность штампуемых изделий благодаря жесткому закреплению инструмента на станине и ползуне автомата;
- высокая производительность многопозиционных автоматов ввиду их быстроходности и выдачи изделия за каждый цикл работы автомата;
- меньшая площадь, занимаемая одним многопозиционным автоматом, по сравнению с общей площадью, занимаемой соответствующими однопозиционными автоматами.
В конструкцию инструмента (штампов) для холодной объемной штамповки обычно входит блок с направляющими колонками, в котором установлены деформирующие, направляющие, вспомогательные и другие детали. Блоки штампов для объемной штамповки опираются на массивные верхние и нижние плиты, способные выдержать большие нагрузки. Направляющие колонки и втулки усиливают, чтобы обеспечивалось надежное направление движущихся частей штампа даже при больших усилиях штамповки.
Штампы для разделительных операций холодной объемной штамповки предназначаются для рубки заготовок из сортового проката, для вырубки заготовок из толстого листа, для пробивки отверстий или перемычек в отверстиях штампуемых деталей, для обрезки по контуру и для зачистки.
Штампы для рубки заготовок (рис. 9.20) снабжены режущими втулками 1, 2, установленными в подвижной и неподвижной державках, которые закреплены на верхней и нижней половинах штампа. Пруток перед резкой подают через обе режущие втулки до упора 6. Резка происходит при смещении подвижной втулки относительно неподвижной. Применение режущих втулок вместо режущих ножей повышает точность реза и уменьшает смятие материала в месте резки.
Штампы для вырубки круглых или фасонных заготовок из толстого листа, для холодной объемной штамповки, штампы для пробивки отверстий, для обрезки по контуру и зачистки полуфабрикатов, полученных холодной объемной штамповкой, по своей конструкции аналогичны соответствующим штампам для листовой штамповки, однако при этом отличаются большей массивностью, имеют большую прочность, жесткость и т. д. В штампах для пробивки перемычек, оставшихся в отверстиях после холодной объемной штамповки, рабочим инструментом служит пуансон. Матрица служит только для фиксации заготовки. Отход при пробивке идет на провал. Деталь снимается с пуансона съемником. При холодной объемной штамповке в массовом производстве применяют и совмещенные штампы, обеспечивающие, например, обрезку и пробивку за одну установку полуфабриката.
Штампы для прямого и обратного выдавливания (рис. 9.21) имеют массивные верхнюю 4 и нижнюю 1 плиты, направляющие колонки 2 втулки 3. На верхней плите закреплен пуансонодержатель Пуансон опирается на подкладную плиту 5 и удерживается специальной втулкой. Эта втулка затягивается резьбовым кольцом 7. В пуансонодержателе имеются винты 13.
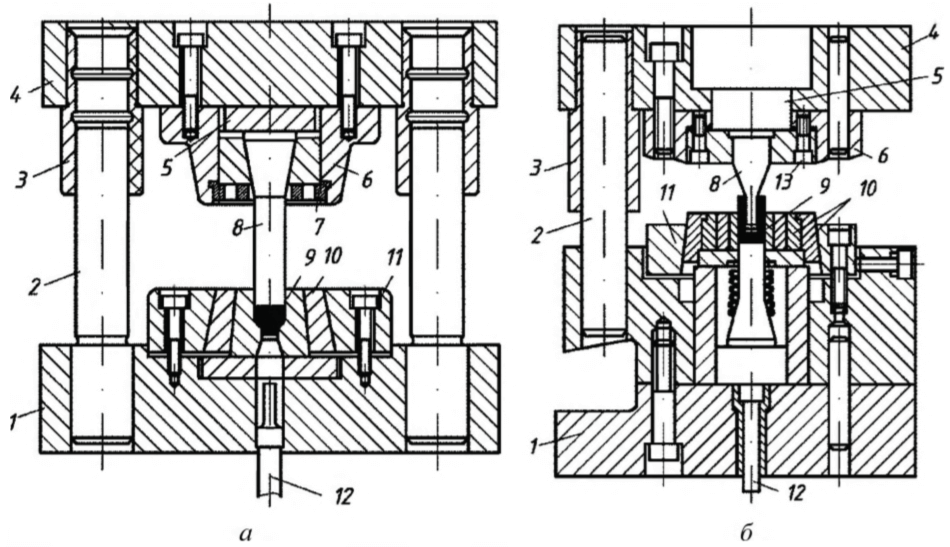
Матрица 9 запрессована в один или несколько конических бандажей 10. Она опирается на подкладную плиту и притягивается к нижней плите матрице держателем 11. Выталкиватель 12 приводится в действие выталкивающим устройством пресса. Заготовку укладывают непосредственно в матрицу. Верхнюю и нижнюю плиты штампа соответственно прикрепляют к ползуну и столу пресса болтами. Аналогичными могут быть и конструкции штампов для комбинированного выдавливания и предварительного деформирования заготовок.
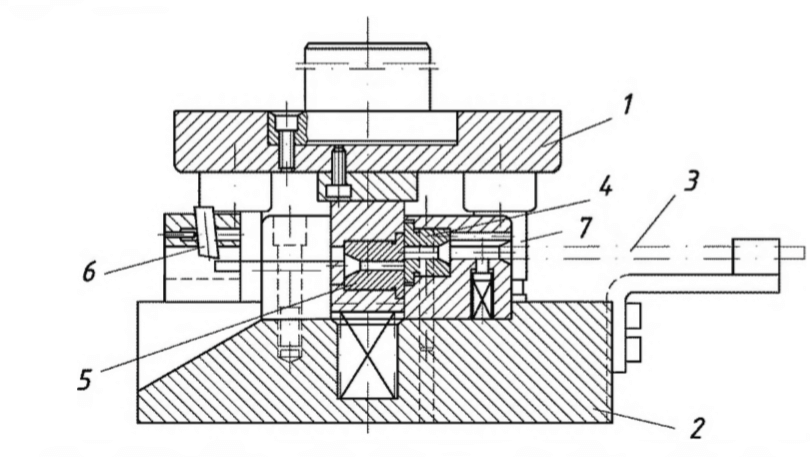
Формовочный штамп (рис. 9.22) имеет массивные верхнюю 5 и нижнюю 8 плиты, к которым соответственно с помощью пуансоно- и матрицедержателей 3 и 1 прикреплены пуансон 6 и матрица 7. Под пуансоном установлена подкладная плита 4. Такую же плиту можно установить и под матрицу.
Для выталкивания отштампованных деталей из матрицы служат траверса 10, тяга 9 и выталкиватель 11. При движении ползуна вверх и подходе его к верхней мертвой точке втулки 2 с помощью тяг 9 приподнимают траверсу 10. Одновременно приподнимающий выталкиватель 11 выталкивает деталь из матрицы. Верхняя плита штампа прикреплена с помощью паза типа «ласточкин хвост» и клина. Штампы аналогичных конструкций можно применять для калибровки и чеканки.
В соответствии с классификацией технологических операций рабочий инструмент (штампы) можно разбить по группам сложности, которые различаются числом рабочих деталей в комплекте инструмента, требуемой закономерностью их перемещений относительно друг друга, формой и размерами очага деформации, точностью исполнительных размеров. Основными рабочими деталями штампов холодной объемной штамповки являются пуансоны, матрицы, оправки и пуансоны-выталкиватели.
Основы разработки технологии холодной объемной штамповки
При разработке технологии холодной объемной штамповки в первую очередь проводят анализ геометрической формы детали с целью установления ее технологичности для этого вида обработки давлением. При этом выясняют, возможно ли получить холодной объемной штамповкой все участки детали, отштамповать углубления с заданными радиусами, целесообразно ли штамповать мелкие выемки или лучше их получить обработкой резанием и т. д.
После установления целесообразности холодной объемной штамповки начинают проектирование технологии, которое в общем случае включает подготовку материала, выбор штамповочных операций, калибровку после штамповки.
Подготовка материала перед холодной объемной штамповкой предусматривает очистку, калибровку и фасонирование заготовок.
Особое внимание при холодной объемной штамповке уделяют подготовке поверхности заготовок и полуфабрикатов перед штамповкой. Они должны быть чистыми и хорошо смазанными, так как деформирование металла происходит при очень больших удельных давлениях, и потери на трение оказываются значительными. Даже небольшое загрязнение ухудшает качество поверхностей и вызывает появление рисок, задиров, вмятин.
Для создания подсмазочного слоя при холодной объемной штамповке применяют различные покрытия: фосфатирование, омеднение и др., на которые наносят густые смазки (мыльные, сульфированные масла с наполнителями, смазки на парафиновой основе и некоторые другие).
Виды штамповочных операций, их количество и последовательность устанавливают исходя из геометрической формы детали, требуемой точности, качества поверхностей, заданных механических свойств. После этого следует выбрать способ штамповки.
Например, штамповка из штучной заготовки на прессах по сравнению со штамповкой из калиброванной проволоки (или прутка) на автоматах значительно расширяет технологические возможности процесса и позволяет достичь увеличения размера заготовок, повышения точности штампуемых поковок и сложности их формы.
При изготовлении заготовок и готовых деталей холодной объемной штамповкой на прессах можно выбрать однопозиционную или многопозиционную штамповку.
Переход от многопозиционной штамповки к однопозиционной сопровождается снижением требований к технологичности заготовок, так как между операциями можно проводить разупрочняющую термообработку и возобновление подсмазочного и смазочного слоев. Штамповка на прессах позволяет оформлять конструктивные элементы штампуемых заготовок различными видами выдавливания, в том числе поперечным, радиальным и совмещенным, устанавливать специальные устройства для регулирования напряженного состояния в очаге деформации и кинематики течения металла. Решение этих задач при использовании одно- и многопозиционных пресс-автоматов, как правило, затруднительно и оправдывает себя только в машинах специального назначения. Однопозиционная штамповка на прессах применима в большом диапазоне выпуска заготовок и деталей по количеству, сложности конструкции, размеров и массы, что обеспечивает гибкость производства. При сложной форме деталей сокращение числа операций обычно достигается применением комбинированных прессов (совмещенное выдавливание, прямое выдавливание с высадкой и др.). При пониженной деформируемости заготовок, недостаточной пластичности и сильном упрочнении материала процесс формоизменения сечения разбивается на несколько переходов с промежуточными отжигами.
Наиболее универсальными по номенклатуре штампуемых деталей, размерам, технологической деформируемости исходных заготовок, требованиям к нагрузочному графику по длине хода являются гидравлические прессы. Значительным преимуществом гидравлического пресса является независимость допустимого усилия от положения ползуна (пуансона). Это позволяет применять гидравлические прессы как вертикальные, так и горизонтальные для выдавливания удлиненных деталей, в том числе ступенчатых валов длиной до 1 м, массой до 10 кг и более.
Номенклатура деталей, как по видам материала, так и по их форме и размерам, при штамповке на прессах по сравнению с автоматами значительно расширяется. Многопозиционная штамповка на прессе по сравнению с однопозиционной обеспечивает более высокие показатели механизации процесса и производительности и резко не ограничивает число операций. Таким образом, многопозиционная холодная объемная штамповка на прессах сочетает универсальность, маневренность и высокие показатели механизации, автоматизации, а соответственно, и высокую производительность.
Производство заготовок сложной формы, особенно из малопластичных материалов, обычно базируется на двух- и многопереходных процессах. Однако, как правило, переход от однопереходного к многопереходному процессу сопровождается повышением номинального усилия пресса и увеличением потерь энергии на упругую деформацию системы заготовка – пресс.
Полые детали с дном получают обычно прямым или обратным выдавливанием. Максимальная деформация и минимальная толщина стенки детали в этом случае определяется в зависимости от технологической деформируемости заготовки. Сложные по форме полые детали можно получать комбинированием обратного выдавливания (получение полости) с прямым выдавливанием, редуцированием, высадкой и другими процессами. При комбинированных процессах увеличивается производительность (за счет сокращения числа переходов) по сравнению с простыми процессами.
Пример типового технологического процесса холодной объемной штамповки представлен на рис. 9.23, где приведена схема изготовления поковки (заготовки) гайки на многопозиционном пресс-автомате.
Заготовка шестигранной гайки с отверстием под резьбу (резьба нарезается на резьбонарезном автомате) высаживается в четыре операции в каждой паре матрицы и пуансона с межоперационной транспортировкой полуфабриката.
После штамповки обычно проводят операции доводки качества, формы и размеров поковок. В отдельных случаях в технологии объемной штамповки может быть предусмотрена сварка (например, кольцевых заготовок для выдавливания), такие доделочные операции, как например, сверление отверстий, фрезерование пазов, накатка резьбы и отделочные операции (зачистка, галтовка, покрытие, полирование).



