
Листовой штамповкой называют штамповку изделий или заготовок из листового или фасонного проката без обусловленного значительного перераспределения металла в поперечном сечении исходной заготовки. Листовой штамповкой обрабатывают стали, деформируемые цветные металлы и их сплавы, а также некоторые неметаллические материалы. Тонколистовой материал (толщиной до 4 мм) штампуют главным образом в холодном состоянии, а толстолистовой (толщиной свыше 4 мм) — как в холодном, так и горячем.
Сущность листовой штамповки
Холодная листовая штамповка представляет собой сложный комплекс различных технологических этапов, включающих раскрой материалов, выбор последовательности операций, проектирование штампов и т. д. Широкое применение этот вид обработки металлов давлением нашел в машиностроении, производстве товаров массового потребления, металлургии и других отраслях промышленности. Листовой штамповкой изготовляют более 70 % деталей легковых автомобилей, около 95 % металлических изделий широкого потребления и т. д., а также обрабатывают металлические и неметаллические материалы (картон, пластики, кожа и другие). При этом она имеет технические и экономические преимущества перед другими методами обработки металлов давлением и резанием, которые дают возможность:
- получать детали весьма сложных форм, изготовление которых другими способами невозможно или затруднительно;
- изготавливать прочные и жесткие детали с малой массой;
- штамповать взаимозаменяемые детали при соблюдении точности их изготовления в пределах установленных допусков;
- достигать высокой производительности с широкой возможностью механизации и автоматизации процесса штамповки
- иметь сравнительно малый процент отходов и брака (коэффициент использования металла достигает в среднем 75 %).
Технологии листовой штамповки позволяют так разрабатывать конструкцию детали, что при изготовлении ее потребуется минимальное количество штампов — инструмента для деформации металла.
Общие технологические требования к конструкции листовых штампованных деталей заключаются в следующем:
- Механические свойства листового материала должны удовлетворять требованиям прочности и жесткости изделия, а также эффективности формоизменения при пластической деформации, поэтому следует отдавать предпочтение более пластичному материалу для изготовления сложных по форме деталей.
- Толщину заготовки для детали необходимо выбирать не только по прочности материала и степени упрочнения, полученной им в процессе деформации, но и с учетом возможности создания в конструкции детали элементов жесткости (бортов, ребер, рифтов и т. д.).
- Конфигурация детали должна обеспечивать максимальный коэффициент использования металла при раскрое.
- Материалы, используемые для деталей, следует унифицировать по толщине листа и маркам.
- Количество штампованных деталей в штампосварной конструкции рекомендуется сводить к минимуму за счет усложнения объемной конструкции отдельной детали.
Допуски на размеры штампованных деталей назначают так, чтобы обеспечить взаимозаменяемость большинства штампованных деталей.
Все операции листовой штамповки делят на разделительные, формоизменяющие, прессовочные и штампосборочные. Поскольку имеются разновидности операций внутри каждой группы, а также разночтения в разных источниках, касающиеся названий одних и тех же операций, то с целью конкретизации терминологии в отечественной практике листовой штамповки названия операций должны соответствовать ГОСТ 18970-84.
Операции листовой штамповки
Разделительные операции листовой штамповки
Все разделительные операции листовой штамповки заключаются в полном или частичном отделении одной части заготовки от другой по замкнутому или незамкнутому контуру.
В листовой штамповке принято использовать следующие термины.
Операция – это часть технологического процесса, осуществляемая одним или несколькими рабочими (бригадой) на одной машине и охватывающая собой все последовательные действия по обработке данной заготовки (например, вырубка, вытяжка, гибка и др.). При штамповке в комбинированных штампах операция осуществляется в несколько переходов. Так, в совмещенном или последовательном штампе можно за одну операцию выполнить два или несколько переходов, например вырубку и пробивку, вырубку и гибку и т. д.
Приемом называют законченное действие рабочего (например, установка заготовки в штампе, перемещение заготовки на другую позицию в штампе и т. п.).
При штамповке операции подразделяют на переходы, а переходы могут состоять из нескольких приемов.
Производственный процесс состоит из операций: технологических, контрольных и транспортных (перемещение заготовок или полуфабрикатов от одной машины к другой).
Заготовкой называют материал, предназначенный для первой технологической операции, а полуфабрикатом называют частично обработанную заготовку, предназначенную для последующей обработки.

В листовой штамповке используют разделительные операции, схемы которых представлены на рис. 10.1.
- Отрезка – полное отделение заготовки по незамкнутому контуру путем сдвига.
- Разрезка — разделение заготовки на части по незамкнутому контуру путем сдвига.
- Надрезка — неполное отделение части заготовки путем сдвига.
- Обрезка – удаление излишков металла путем сдвига.
- Вырубка – полное отделение заготовки или изделия от исходной заготовки по замкнутому контуру путем сдвига.
- Пробивка — образование в заготовке отверстия или паза путем сдвига с удалением части металла в отход.
- Высечка — полное отделение заготовки или изделия от исходной заготовки по замкнутому контуру путем внедрения инструмента.
- Просечка в штампе – образование отверстия в заготовке путем внедрения инструмента с удалением части металла в отход.
- Проколка – образование в заготовке отверстия без удаления металла в отход.
- Зачистка — удаление технологических припусков с помощью штампа с образованием стружки для повышения точности размеров и уменьшения шероховатости поверхности штампованной заготовки.
Кроме уже перечисленных операций в листовой штамповке предусмотрены операции, являющиеся производными от основных.
- Чистовая вырубка – это вырубка в условиях всестороннего неравномерного сжатия в зоне разделения материала.
- Чистовая пробивка – пробивка в условиях всестороннего неравномерного сжатия в зоне разделения материала.
Поставка металла потребителю производится в пакетах или в рулонах из прокатных цехов металлургических заводов. В штамповочных цехах листы и ленты разрезают на полосы или заготовки на ножницах с параллельными или наклонными ножами, на дисковых ножницах с одной или несколькими парами ножей или на другом оборудовании. Вырубку, пробивку, зачистку, разрезку и надрезку выполняют в штампах на прессах.
Листовые детали штампуются из заготовок по схемам:
- одна заготовка – одна деталь;
- одна заготовка – несколько деталей;
- полоса в рулоне – много деталей.
Поэтому разделительные операции должны соответствовать указанным схемам штамповки. Наиболее распространенным способом резки заготовок из листа в единичном, мелкосерийном и серийном производстве является резка на кривошипных ножницах.
Разделение листового металла в штампах происходит аналогично процессу резки на ножницах. В данном случае поверхность разделения может быть как прямолинейной, так и криволинейной, а в большинстве случаев замкнутой. Для отделения одной части заготовки от другой по замкнутому контуру применяют преимущественно операции вырубки и пробивки.
Обычная вырубка и пробивка дает поверхность среза, которая по качеству в большинстве случаев дает удовлетворительную точность. Полученные вырубкой тонколистовые детали применяются для сборки узлов, использующихся, например, в тракторо- и автомобилестроении. У этих деталей поверхности разделения не требуют дальнейшей доработки.
Для небольших деталей обычная вырубка (пробивка) дает криволинейную шероховатую поверхность со сколом. Поэтому для таких поверхностей требуется дополнительная обработка на механических станках, имеющих по сравнению с прессом значительно меньшую производительность.
Во многих случаях улучшить поверхность среза можно за счет дополнительной операции в специальных зачистных штампах. Сущность технологии заключается в снятии пуансоном или матрицей небольшого слоя металла с поверхности разделения.
Качество зачищаемой поверхности в значительной степени зависит от толщины срезаемого слоя или припуска на зачистку. Чем меньше толщина срезаемого слоя, тем выше качество зачистки.
Операция зачистки мелких отверстий представлена на рис. 10.2.
Для разделительных операций большое значение имеет рациональный раскрой, под которым понимают такое расположение на листовом материале заготовок для последующей штамповки (карточек, полос) или деталей, которое обеспечивает максимальное использование металла. Для оптимизации раскроя применяют различные математические методы, что позволяет повысить экономию металла, особенно в массовом и крупносерийном производстве. Показателем, характеризующим экономичность раскроя, является коэффициент раскроя Кр – безразмерная величина, определяемая при листовой штамповке отношением масс изделий, получаемых из исходной заготовки, к массе исходной заготовки. При листовой штамповке исходной заготовкой является лист, полоса или лента, поступающая на операцию штамповки. В практике расчетов Кр, учитывая постоянную толщину листов, часто вместо соотношения масс пользуются соотношением площадей.
Формоизменяющие операции листовой штамповки
Формоизменяющие операции листовой штамповки применяются для изменения формы заготовок путем пластического деформирования.
В листовой штамповке используются следующие формоизменяющие операции, схемы которых представлены на рис. 10.3.

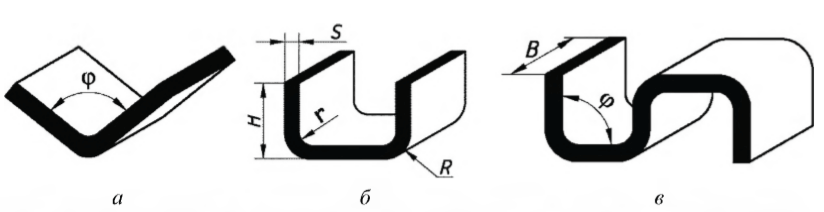
Гибка – образование или изменение углов между частями заготовки или придание ей криволинейной формы (рис. 10.3, а).
Гибку листового материала проводят поворотом одной части заготовки относительно другой вокруг некоторой линии, которая называется линией гиба. При этом обеспечивается заданное расположение частей детали в двух или более плоскостях под определенными углами и закруглениями по дуге окружности или по дуге другой кривой. Различают одноугловую, двухугловую и многоугловую виды гибки (рис. 10.4). В качестве разновидностей гибки также выделяют закатку (рис. 10.3, к) и завивку (рис. 10.3, л). При возможности в штампе совмещают гибку с другими операциями (отрезкой, вырубкой, пробивкой).
В процессе гибки в изгибаемой части заготовки происходит последовательно упругая, упруго-пластическая и пластическая деформация, протекающая различно с каждой из сторон изгибаемой заготовки. Слои металла внутри угла изгиба (со стороны пуансона) сжимаются и укорачиваются в продольном и растягиваются в поперечном направлении. Наружные слои (со стороны матрицы) растягиваются в продольном и сжимаются в поперечном направлении. Между растянутыми и укороченными слоями находится нейтральный слой, длина которого равна длине заготовки догибки. Этот слой можно представить условной криволинейной поверхностью, разделяющей деформированные слои металла.
Для определения размеров (развертки) плоской заготовки, подвергающейся гибке, используют равенство длины заготовки длине нейтрального слоя изогнутой детали.
Вытяжка — образование полого изделия из плоской или полой исходной листовой заготовки (рис. 10.3, б).
Детали, получаемые вытяжкой, могут иметь форму тел вращения, коробчатую форму и сложную форму.
Детали с формой тел вращения бывают с фланцем, без фланца, с плоским и фасонным дном.
Детали коробчатой формы получают с квадратными, прямоугольными, криволинейными боковыми стенками с фланцем или без фланца, а дно у них может быть плоское или фасонное.
Детали сложной формы изготавливают полусимметричными, имеющими только одну плоскость симметрии, и несимметричными.
К особой группе относят обтяжку (рис. 10.3, з), которую проводят путем растяжения материала и обтягивания его вокруг специального шаблона.
Вытяжка бывает без утонения стенки (рис. 10.3 с утонением стенки (рис. 10.3, в) и комбинированная (рис. 10.3, п).
Вытяжка с утонением – вытяжка полой заготовки с обусловленным уменьшением толщины стенок исходной полой заготовки без изменения ее внутреннего диаметра. При этом способе вытяжка осуществляется за счет заранее предусмотренного уменьшения стенки вытягиваемого полуфабриката при незначительном уменьшении его диаметра.
Комбинированная вытяжка – вытяжка плоской или полой заготовки с обусловленным уменьшением толщины стенок или с изменением диаметра полой заготовки.
Ротационная вытяжка – это вырубка в условиях всестороннего неравномерного сжатия в зоне разделения материала (рис. 10.3, о).
Отбортовка — образование борта по внутреннему и (или) наружному контуру заготовки (рис. 10.3, г).
Отбортовку применяют в качестве замены операции вытяжки с последующей отрезкой дна для достижения параллельности торца и дна вытянутой детали, образования фланца у трубчатой детали, создания бортов под резьбу. Кроме того, отбортовкой соединяют детали при проведении штампосборочных операций. В зависимости от характера деформации, схемы напряженного состояния и назначения различают внутреннюю отбортовку (вокруг отверстия) и отбортовку наружного контура. Сущность второго способа заключается в образовании бортов или фланцев по наружному краю заготовки.
Обжим в штампе (обжим) – уменьшение размеров поперечного сечения части полой заготовки путем одновременного воздействия инструмента по всему ее периметру (рис. 10.3, д).
Обжим широко применяется в производстве гильз. Для выполнения этой операции открытый конец полой заготовки или трубы вталкивается в рабочую часть матрицы, имеющую форму готового изделия или промежуточного полуфабриката.
Раздача – увеличение размеров поперечного сечения части полой заготовки путем одновременного воздействия инструмента по всему периметру (рис. 10.3, е).
Раздачу полой заготовки ведут с помощью конического пуансона. Этой операцией, в частности, производится закатка краев в штампе.
Скручивание — поворот части заготовки вокруг продольной оси (рис. 10.3, ж).
Обтяжка — образование заготовок заданной формы приложением растягивающих усилий к ее краям (рис. 10.3, з).
Рельефная формовка – образование рельефа в листовой заготовке за счет местных растяжений без обусловленного изменения толщины металла (рис. 10.3, и).
Закатка – образование закругленных бортов на краях полой заготовки (рис. 10.3, к).
Завивка — образование закругленной на концах плоской заготовки или заготовки из проволоки (рис. 10.3, л). Калибровка — повышение точности размеров штампованной заготовки и уменьшение шероховатости ее поверхности (рис. 10.3, м).
Правка давлением – устранение искажений формы заготовки (рис. 10.3, н).
Прессовочные и штампосборочные операции
Прессовочные операции листовой штамповки основаны на перераспределении и перемещении части или всего объема металла заготовки в процессе штамповки. Они характеризуются общностью схемы напряженного состояния (неравномерное объемное сжатие).
В листовой штамповке предусмотрены такие прессовочные операции, как чеканка и кернение, схемы которых представлены на рис. 10.5.
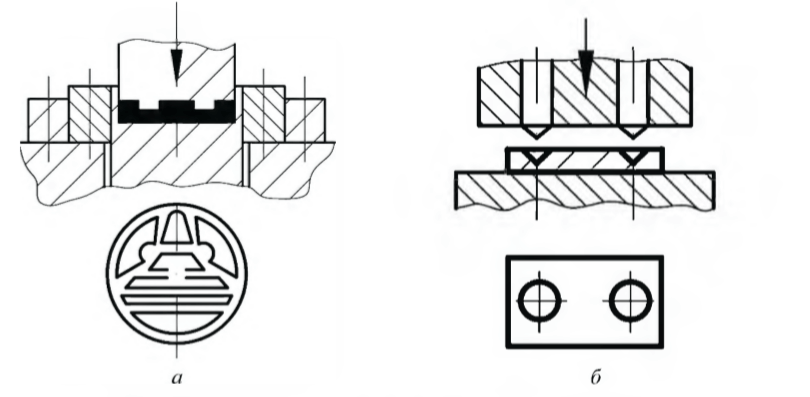
Чеканка — образование на поверхности заготовки рельефных изображений за счет перераспределения металла (рис. 10.5, а).
Кернение – образование точечных углублений на заготовке (рис. 10.5, б).
Чеканка изделия осуществляется из заготовки, обычно имеющей плоскую форму. В результате материал изменяет свою толщину и заполняет все углубления на поверхностях ручьев двух половин штампа с формированием выпукло-вогнутого рельефа.
Чеканка в листовой штамповке используется главным образом для изготовления монет, медалей, а также художественных изделий и предметов широкого потребления: часовых деталей, столовых приборов и др. Чеканку применяют и в комбинации с другими операциями (вытяжкой, отбортовкой и т. д.).
Заготовки, поступающие на чеканку, с целью улучшения качества изделий должны подвергаться очистке травлением, галтовке в барабанах или очистке в пескоструйной камере. Достижимая точность размеров по толщине при обычной чеканке располагается в пределах ±0,1 мм, а при повышенной составляет ±0,05 мм. Размеры заготовки для чеканки определяются методом равенства объемов заготовки и готового изделия с учетом припуска на обрезку.
В большинстве случаев чеканку выполняют в закрытых штампах без вытеснения металла из рабочей полости штампа. Основные детали чеканочного штампа пуансон и матрицу с впадинами и выступами выполняют граверным способом. Инструмент при рельефной штамповке требует специальной подготовки и является весьма дорогостоящим.
Для художественной чеканки сравнительно крупных изделий (столовые приборы и т. д.) применяется открытая поверхностная чеканка.
Разновидностью чеканки является клеймение (маркировка) (рис. 10.6), но глубина распространения деформации в металл при выполнении этой операции меньше, поэтому клеймение требует меньших удельных усилий. Клеймением наносят на поверхность деталей рельефные надписи, номера, обозначения и т. д.

Кернение, или разметка в штампах, применяется для нанесения лунок – центров под сверление мелких отверстий при обработке точных деталей в массовом и крупносерийном производстве. Разметка широко распространена в часовом производстве и приборостроении. Для операций кернения применяется такое же оборудование, как и для чеканки.
Широкое распространение в листовой штамповке получили операции сборки различных деталей, особенно в приборостроении, точной механике, электро- и радиотехнике и в производстве изделий массового потребления.
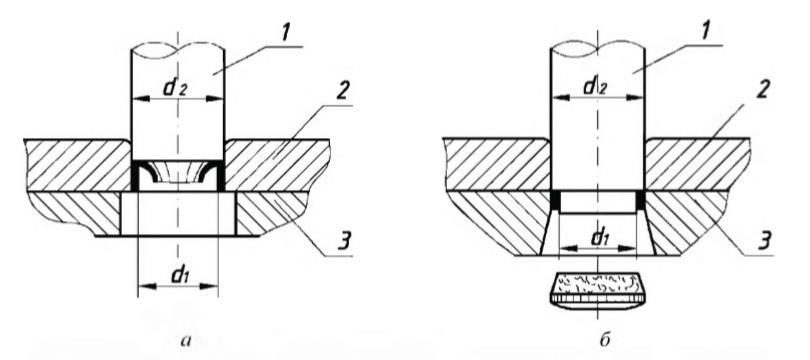
Соединение (сборка) листовых деталей штамповкой основана на операциях гибки, отбортовки, обжима и их комбинации. Большинство из них дает довольно прочное неразъемное соединение (рис. 10.7).
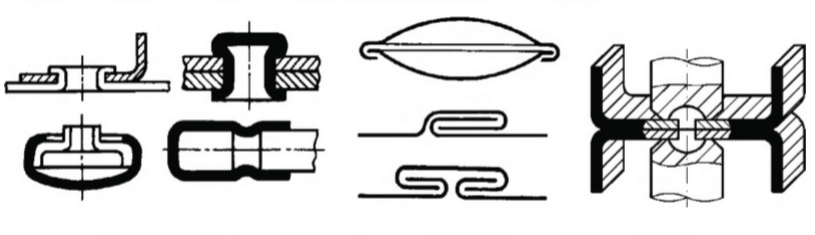
Формы деталей и способы соединения их могут быть различные: соединение двух плоских, согнутых или вытянутых деталей между собой; соединение листовой детали со стержнем путем его расклепки или с точеной втулкой путем развальцовки и др.
Формоизменение металла и силовые условия операций листовой штамповки
Резка на ножницах и штампах
Основными типами ножниц, применяемыми в листоштамповочных цехах (рис. 10.8), являются: ножницы с параллельными ножами; ножницы с наклонными ножами (гильотинные); дисковые и вибрационные ножницы. Первый тип ножниц используется для резки узких и толстых полос и неметаллов. Метод резки на ножницах с наклонными ножами (гильотинных) является наиболее распространенным для резки металлических листов. Для резки рулонного металла и обрезки кромок лент применяют дисковые ножницы. Вибрационные ножницы используют значительно реже, в частности, для получения штучных заготовок криволинейной формы.
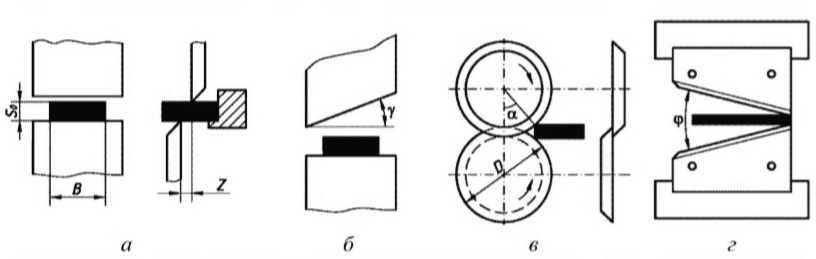
В процессе резки заготовка толщиной S0 подвергается воздействию верхнего и нижнего ножей, при этом на заготовку действует усилие Р. Под действием момента, образованного парой сил, заготовка начинает поворачиваться и давит на боковую поверхность ножей, вследствие чего возникает сила бокового давления Т. Для предотвращения поворота заготовки и снижения величины Т используют прижим. Верхний нож, внедряясь в заготовку на величину h, вызывает появление скалывающих трещин, направленных под углом θ к вертикальной плоскости. При правильно выбранной величине зазора z = (0,05-0,10) S0 скалывающие трещины со стороны верхнего и нижнего ножей совпадают, образуя поверхность разделения. Величину внедрения ножей можно определить по формуле h =ψS0, где ψ=Fо/Fш — величина относительного сужения, найденная из опытов на растяжение; Fо, Fш – соответственно начальная площадь и площадь поперечного сечения образца в момент образования шейки. Глубина внедрения к до появления трещин колеблется от 0,1 до 0,5 толщины заготовки, увеличиваясь с увеличением пластичности металла. В соответствии с изложенным механизмом деформирования металла при резке выделяют три основные стадии процесса: упругих деформаций, пластических деформаций и скалывания. Продолжительность стадий зависит от пластичности штампуемого металла, состояния поверхности инструмента и скорости деформации. В соответствии с этими стадиями происходит изменение усилия деформации Р.
Силу Р для разных типов ножниц можно определить по следующим формулам:
• для ножниц с параллельными ножами

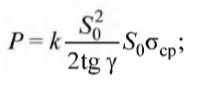
• для гильотинных ножниц
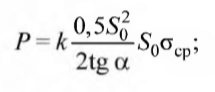
• для дисковых ножниц
• для пробивки (вырубки) в штампах

где k = 1,0-1,3 — коэффициент, учитывающий условия резки; В — ширина заготовки; Sо — толщина заготовки; σср — сопротивление металла срезу (табличная величина); γ — угол наклона ножа; α — угол захвата дисковых ножей; LД — периметр штампуемого контура детали (отхода).
Гибка
При одноугловой гибке (рис. 10.4, а) слои металла внутри угла изгиба (со стороны пуансона) сжимаются и укорачиваются в продольном и растягиваются в поперечном направлении. Наружные слои (со стороны матрицы) растягиваются и удлиняются в продольном и сжимаются в поперечном направлении. Между удлиненными и укороченными слоями находится нейтральный слой, представляющий условную криволинейную поверхность, разделяющую слои сжатых и растянутых волокон. Последовательность процесса одноугловой гибки включает три стадии: упругого изгиба, упруго-пластического изгиба и калибровки. При этом происходит постепенное уменьшение радиуса кривизны и плеча изгиба.
Немаловажными величинами, определяющими возможность как осуществляется листовая гибка, являются минимально допустимые радиусы гибки. Они должны соответствовать пластическим свойствам металла и не допускать образования трещин. Рассчитать указанные величины можно по формуле
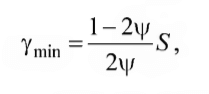
где ψ – величина относительного сужения металла. Минимальные относительные радиусы гибки γmin/S зависят от материала, его состояния и расположения линии гибки и приведены в справочных таблицах.
Еще одним параметром, характеризующим формоизменение, является пружинение – изменение угла гибки под воздействием упругих деформаций после окончания второй стадии гибки. Величина пружинения при свободной гибке зависит от способа гибки, рода и толщины металла, степени деформации и определяется для одноугловой гибки по формуле
где β – угол пружинения (односторонний); k – коэффициент, определяющий положение нейтрального слоя; L — расстояние между опорами матрицы; Е – модуль упругости материала; σT – предел текучести металла.
Усилие гибки можно определить по следующим формулам:
• для одноугловой гибки
• для двухугловой гибки
![]()
где σв – предел прочности материала; b, S – соответственно ширина и толщина полосы, k1 = 0,05-0,23, k2 = 0,07-0,27 — табличные коэффициенты.
Вытяжка
Формоизменение при вытяжке зависит от номера перехода, формы детали и др. факторов. Для осесимметричных деталей различают первый переход вытяжки, превращающий плоскую заготовку в пространственную деталь или полуфабрикат, и последующие переходы, в которых происходит дальнейшее формоизменение полого полуфабриката, т. е. увеличение его высоты при одновременном уменьшении поперечного сечения.
Последовательность формоизменения на первом переходе вытяжки следующая. Пуансон, воздействуя на центральную часть заготовки, вызывает ее прогиб за счет создания изгибающего момента со стороны матрицы и пуансона. Дальнейшее опускание пуансона приводит к появлению радиальных растягивающих напряжений, достаточных для перевода фланцевой части заготовки в пластическое состояние. С этого момента начинается втягивание заготовки в матрицу с образованием боковых поверхностей вытягиваемого изделия при одновременном уменьшении диаметра заготовки. Действие радиальных растягивающих напряжений приводит к тому, что во фланце в тангенциальном (широтном) направлении возникают сжимающие напряжения. Совместное действие этих напряжений обеспечивает втягивание фланца в отверстие матрицы и получение открытого сверху полого изделия. На последующих переходах вытяжки происходит перетяжка с одного цилиндрического полуфабриката в другой с увеличением его высоты и уменьшением диаметра до получения готового изделия.
Допустимую степень деформации при вытяжке деталей круглых в плане оценивают коэффициентом вытяжки т. При этом для многопереходной вытяжки должно выполняться условие
где D – диаметр заготовки; d – диаметр изделия; m1, m2, m3, mn – коэффициенты вытяжки по переходам; n – число переходов.
Количество переходов вытяжки можно определить по формуле
где dn – диаметр детали после n-то перехода.
Для расчета усилия вытяжки рекомендуется пользоваться следующей формулой
где kв — коэффициент, учитывающий форму детали и способ вытяжки; Lд — периметр детали; S – толщина; σв – временное сопротивление разрыву металла.
Формовка и чеканка
При формовке получают выпукло-вогнутый рельеф за счет местных локальных деформаций растяжений, который увеличивает общую жесткость детали на 100-200 %, снижает пружинение и позволяет уменьшить требуемую толщину металла. Таким способом изготавливают детали с рисунками, ребрами жесткости и др. Процесс состоит из последовательных стадий деформации участка заготовки и растяжения металла в зазоре между пуансоном и матрицей. В случае, когда деформация растяжения превышает допустимую, происходит разрыв металла.
Поэтому для предотвращения разрывов необходимо, чтобы соблюдалось условие
где L0, L1 – длина ребер до и после деформации; δ – относительное удлинение металла.
Усилие для формовки ребер жесткости можно рассчитать по формуле
где kр = 0, 7-1 — коэффициент, зависящий от ширины и глубины ребра.
Процесс чеканки хотя и сопровождается небольшим перемещением металла, но для получения четкого рельефа требует большого давления. Усилие, необходимое для чеканки, можно определить по формуле
![]()
где F — площадь проекции детали, мм2; q — давление (для золотых монет 1 200—1 500 МПа; для столовых приборов из нержавеющей стали 2 500— 3 000 МПа).
Оборудование для листовой штамповки
Оборудование для листовой штамповки принято делить на две группы: основное и вспомогательное. Основным, или технологическим, называется оборудование, на котором изготовляют детали, а с помощью вспомогательного оборудования выполняют подготовку листового материала к штамповке, перемещают его через рабочую зону и подвергают переработке отходы.
В качестве основного оборудования применяются ножницы (рис. 10.8), а также кривошипные и гидравлические прессы.
Наиболее распространенный вид деформирующих машин для листовой штамповки – кривошипные прессы, в которых с помощью кривошипношатунного механизма ползуну с верхним штампом сообщается возвратнопоступательное движение. Для мелких и средних деталей в основном применяют прессы простого действия, которые имеют один ползун и предназначены для несложных операций, таких как вырубка, неглубокая вытяжка, гибка и т. д.
Основными параметрами кривошипного пресса являются номинальное усилие, длина хода ползуна, число ходов ползуна в минуту, межштам- повое пространство и размеры стола (служат для определения размеров штампов, которые могут устанавливаться на данном прессе).
Прессы однокривошипные простого действия изготавливают с нена- клоняемыми и наклоняемыми станинами.
Схема однокривошипного пресса простого действия с наклоняемой станиной представлена на рис. 10.9.
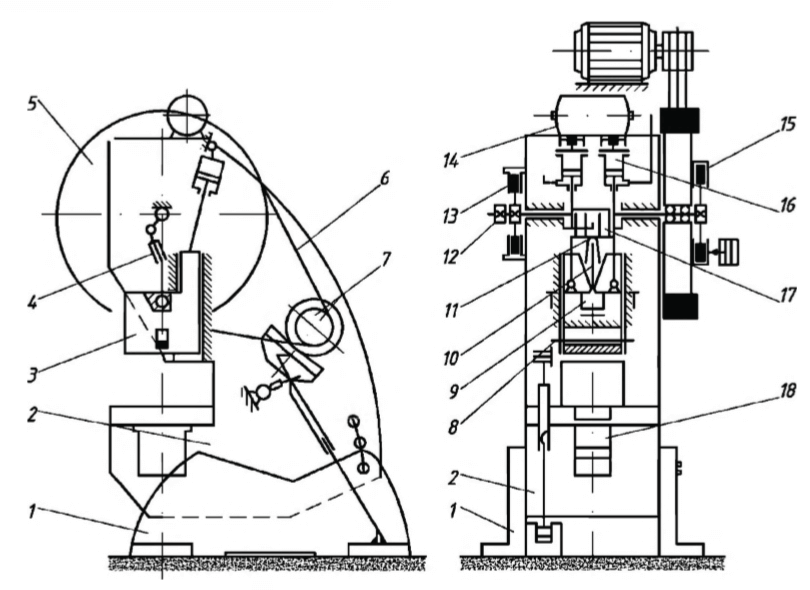
Этот тип прессов изготавливают в трех модификациях: с уменьшенными, нормальными и увеличенными размерами стола. Может изменяться и быстроходность прессов. Быстроходные прессы имеют простой главный привод, в котором от электродвигателя 7 движение передается на маховик 5, который смонтирован непосредственно на главном валу 17 на подшипниках, расположенных в опорах станины 2. В маховик встроена фрикционная муфта 15, а на другом конце главного вала установлен фрикционный тормоз 13.
Муфта и тормоз оснащены электропневматической системой управления с индивидуальным ресивером 14. При включении пресса отключается тормоз, освобождая главный вал, и только после этого включается муфта, обеспечивая передачу движения на главный вал пресса. В процессе остановки ползуна пресса вначале отключается муфта, а только затем включается тормоз. Такая последовательность срабатывания фрикционных узлов необходима для исключения возможности одновременного их срабатывания.
На прессе также применяются вспомогательные механизмы изменения наклона станины, натяжения ремней, верхний выталкиватель 8, урав- новешиватель ползуна. Станина состоит из основания 7 и наклоняемой С-образной части 2. Наклон станины позволяет облегчить удаление готовых изделий и отходов путем скатывания по наклонной плоскости.
Для крупногабаритных листовых деталей применяют двух- и четырехкривошипные прессы простого действия.
Прессы двойного действия предназначены для изготовления деталей из листового материала, требующих глубокой вытяжки. Их выполняют одно-, двух- и четырехкривошипными.
Прессы тройного действия имеют дополнительный третий (нижний) ползун, предназначенный для осуществления вытяжки в направлении, обратном вытяжке внутреннего верхнего ползуна. Такие прессы применяют для выполнения технологических операций, проводящих вытяжку сложных по форме крупногабаритных деталей, например, крыш кузовов легковых автомобилей, имеющих проемы для окон, вытянутых в направлении, обратном основной вытяжке.
К кривошипным машинам относятся также многопозиционные листоштамповочные прессы-автоматы, при работе которых несколько заготовок периодически перемещаются с одной позиции на другую, а штамповка происходит одновременно на всех позициях на соответствующем штампе. Заготовки для этого оборудования могут быть штучными, а также в виде полосы или ленты.
Гидравлические прессы для листовой штамповки работают по тому же принципу, что и гидравлические прессы для горячей объемной штамповки. Они осуществляют деформирование листового металла с постоянной скоростью. Для этих прессов не опасна перегрузка, недопустимая при работе на кривошипных прессах.
По технологическому назначению листоштамповочные гидравлические прессы подразделяют на прессы простого, двойного и тройного действия. Прессы простого действия (с одним рабочим ползуном) предназначены для выполнения операций листовой штамповки: вырубки, пробивки, гибки, неглубокой формовки и вытяжки с прижимом фланца с помощью гидравлической подушки, встроенной в стол. Прессы двойного действия (с двумя – прижимным наружным и вытяжным внутренним ползунами) предназначены для операций глубокой вытяжки, требующих прижима фланца листовой заготовки. В прессах тройного действия кроме двух ползунов, как у прессов двойного действия, предусматривается дополнительный третий ползун в столе пресса для проведения операций глубокой вытяжки с противодавлением.
Привод прессов для штамповки листовых заготовок в холодном состоянии преимущественно насосный с насосами постоянной и регулируемой подачи. Для штамповки листа в горячем состоянии применяют насосноаккумуляторный привод, обеспечивающий повышенную скорость рабочего хода.
Прессы одностоечные со средствами механизации и автоматизации обладают широкими технологическими возможностями. Их используют для выполнения монтажно-запрессовочных операций, листовой штамповки, гибки, отбортовки и вытяжки, прошивки, протяжки или калибровки отверстий; обработки неметаллических материалов и прессования металлопорошков. Прессы оснащают гидроподушкой, выполняющей функции нижнего выталкивателя и прижима заготовки при вытяжке, а также поворотными делительными столами и шиберными устройствами для штучных заготовок.
Прессы листоштамповочные отбортовочные с программным управлением предназначены для выполнения различных операций листовой штамповки: гибки листов в разных плоскостях и на разные углы в закрытых и открытых штампах (универсальная гибка); последовательной отбортовки труб и деталей типа днищ; гибки различных профилей; штамповки днищ; отбортовки фланцев и цилиндрических обечаек.
Прессы двухстоечные вытяжные простого действия предназначены для холодной вытяжки полых изделий из листа. С фронта пресса установлен механизм загрузки заготовки. Заготовки загружаются горизонтально, а механизм поворачивает их в вертикальное положение и переносит в зону штампа. Механизмы загрузки и выгрузки выполнены таким образом, что обеспечивают работу пресса как с одним, так и с двумя пуансонами.
Если производится вытяжка с обрезкой верхней части полуфабриката, за прессом устанавливается механизм удаления отхода. Для установки и смены инструмента прессы оборудованы консольным краном.
Прессы листоштамповочные двойного действия (колонные) предназначены для холодной и горячей вытяжки из толстого листа деталей типа днищ, сосудов, резервуаров, котлов и других деталей.
Пакетировочные прессы предназначены для уплотнения легковесного металлолома (отходов листоштамповочного производства).
Пакетирование — это уплотнение легковесного лома с насыпной плотностью 0,2-0,35 т/м3 в пакеты массой 20—4 000 кг. Конструкции гидравлических пакетировочных прессов в зависимости от способа пакетирования делят на следующие основные группы: непрерывного действия; с двусторонним сжатием пакетов с закрывающейся крышкой; с двусторонним прессованием на окончательной ступени прессования; с трехсторонним прессованием пакетов во взаимно перпендикулярных плоскостях. Уплотнение лома осуществляется в три или четыре ступени прессования.
Брикетировочные гидравлические прессы-автоматы предназначены для холодного брикетирования чугунной и мелкодробленой стальной стружки и подготовки ее для переплава.
Прессы могут быть также использованы для брикетирования мелкодробленой стружки цветных металлов с соответствующей заменой инструмента.
Инструмент для листовой штамповки
Классификация штампов
Штампы для листовой штамповки классифицируют по трем признакам: технологическому, конструктивному и эксплуатационному.
По технологическому признаку штампы разделяются на группы по роду выполняемых операций.
По совмещенности операций штампы бывают простыми (однооперационными) и комбинированными (многооперационными), выполняющими одновременно несколько операций.
Комбинированные штампы подразделяются по характеру совмещения операций (переходов) во времени на следующие виды:
- последовательного действия, в которых изготовление детали производится за несколько переходов под различными пуансонами при последовательном перемещении заготовки;
- совмещенного действия, в которых изготовление детали производится за один ход пресса концентрированно расположенными пуансонами при неизменном положении заготовки;
- последовательно совмещенного действия, в которых изготовление детали происходит путем сочетания последовательной и совмещенной штамповок.
Однооперационные штампы следует применять лишь в мелкосерийном производстве или в случае невозможности технологического объединения операций.
Наиболее характерные типы совмещенных комбинированных штампов предусматривают совмещение таких операций, как вырубка и пробивка, обрезка и пробивка, отрезка и гибка, вырубка и вытяжка, вытяжка и пробивка, обрезка и формовка, вырубка, вытяжка и пробивка, вырубка и двукратная вытяжка и т. д. Существуют также конструкции штампов для совмещения четырех и более операций. Основные типы последовательных комбинированных штампов предусматривают такое сочетание операций: пробивка и вырубка, пробивка, чеканка и вырубка, пробивка, надрезка, гибка и отрезка, последовательная вытяжка и вырубка, последовательная вытяжка, пробивка, отбортовка и вырубка и др.
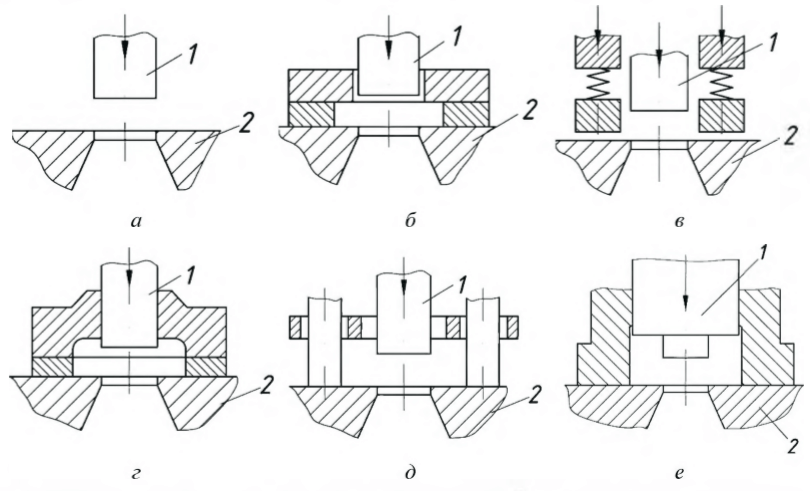
По конструктивному признаку штампы (рис. 10.10) делят на штампы без направляющих и штампы с направляющими устройствами.
Подразделение по способу направления относится к технологически различным типам штампов: вырубным, вытяжным, гибочным, а также комбинированным. Количество отдельных пуансонов может быть различно в зависимости от конструкции и технологии изготовления детали.
Штампы без направляющих более просты в изготовлении и имеют малые массу и габаритные размеры, но неудобны при установке, небезопасны в эксплуатации и обладают невысокой стойкостью. Штампы без направляющих применяются только в мелкосерийном и опытном производстве.
Штампы с направляющими просты и надежны в эксплуатации, удобны при установке, обладают повышенной стойкостью, но более сложны в изготовлении. Направляющими устройствами в штампах служат направляющие колонки (рис. 10.10, д), направляющие плиты (рис. 10.10, г) или направляющий плунжер. Такие штампы применяются в серийном, крупносерийном и массовом производстве.
Наибольшее распространение получили штампы с направляющими колонками, которые в большинстве случаев снабжаются неподвижным или подвижным съемником.
Штампы со свободным доступом в зону совмещения пуансона и матрицы называются открытыми (рис. 10.10, а), а если эта зона закрыта, то закрытыми (рис. 10.10, б—е). Обе конструкции могут как иметь, так и не иметь направляющие. Закрытые штампы исключают попадание рук рабочего между пуансоном и матрицей, поэтому считаются более безопасными.
По эксплуатационному признаку, определяемому способами и приемами работ, штампы различаются: по способу подачи и установки заготовок, способу удаления деталей и по способу удаления отходов.
По способу подачи и установки заготовок различают штампы с ручной подачей и штампы с автоматической подачей, являющейся принадлежностью штампа или пресса.
Штампы с ручной подачей отличаются один от другого лишь конструкцией применяемого упора или фиксатора, а штампы с автоматической подачей различаются по типу подачи ленты или штучных заготовок.
По способу удаления деталей различают следующие типы штампов:
- с провалом через отверстие матрицы;
- с обратной вставкой в ленту и удалением вместе с ней;
- с обратным выталкиванием на поверхность штампа и ручным удалением;
- с обратным выталкиванием и автоматическим удалением (сбрасыванием).
Обратное выталкивание осуществляется от пружин выбрасывателя или выталкивателя, от буфера или от пресса. Эти различия по способу удаления деталей одновременно являются и конструктивными, так как в значительной степени определяют конструкцию штампов.
Штампы для разделительных операций листовой штамповки
Штампы для разделительных операций листовой штамповки можно классифицировать по следующим основным признакам:
- по характеру выполняемых работ (операций) — отрезные, вырубные (вырезные), пробивные, обрубные (обрезные) и др.;
- по способу действия — простого, последовательного и совмещенного;
- по виду направляющих устройств — без направления (открытые), с направляющей плитой, с направляющими колонками, с сопряженными направляющими;
- по способу ограничения подачи материала — с неподвижным упором, с подвижным упором, с ловителями, с боковыми ножами и др.
Часть перечисленных выше типов штампов, в свою очередь, разделяются по следующим признакам.
По типу фиксатора — пробивные с открытым, полузакрытым, закрытым фиксатором.
По способу действия выбрасывателей и съемников — совмещенные: с пружинами, с резиновым или полиуретановым буфером, с пневматическими и гидропневматическими устройствами и т. д.
Выбор характера технологического процесса для разделительных операций листовой штамповки в значительной мере определяет не только конструктивную схему штампа, но также форму и размеры его рабочих и вспомогательных деталей. Однако, несмотря на это, многие штампы имеют большое количество деталей одинакового назначения и устройства.
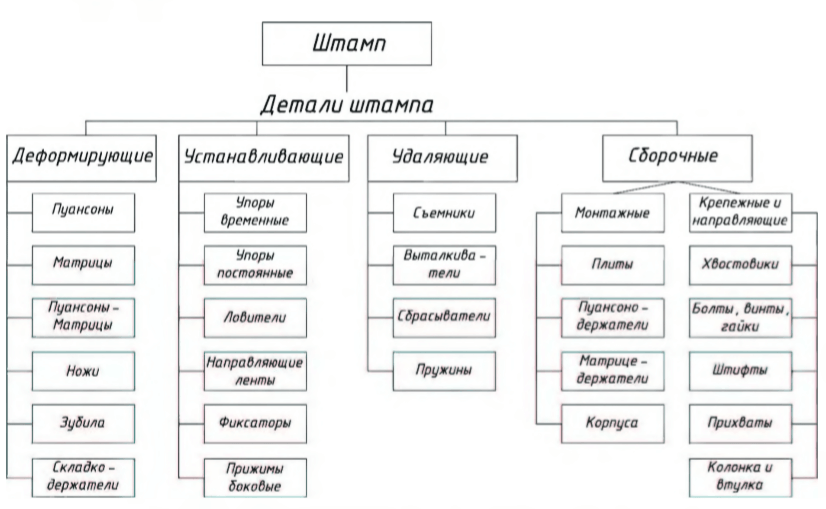
Перечень основных деталей, входящих в конструкции штампов, представлен на рис. 10.11.
На рис. 10.12 представлен чертеж вырубного штампа. Обязательными деталями штампа являются пуансон 1 и матрица 2, непосредственно контактирующие с заготовкой и формирующие деталь. Пуансон через пу- ансонодержатель 3 жестко закреплен на верхней плите 4. Через хвостовик 5 верхняя подвижная часть штампа крепится к ползуну пресса. Матрица жестко соединена с нижней плитой, которая неподвижно закреплена на столе пресса. Соосность пуансона и матрицы обеспечивают две направляющие колонки 7 и втулки 8. Удаление отхода с пуансона выполняет жесткий съемник 9. Шаг перемещения заготовки фиксирует упор 10. Удаление вырубленной детали из рабочей зоны штампа происходит «на провал».
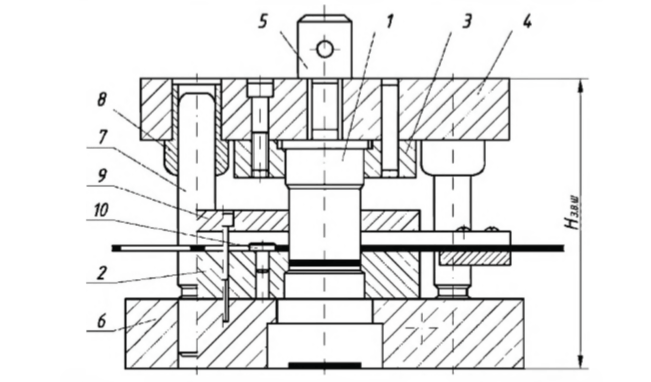
Материал пуансонов и матриц — инструментальные углеродистые и легированные марки сталей: У8А, У10А, 7X3, Х12М.
Пуансоны и матрицы больших размеров и особенно сложной конфигурации изготовляют сборными, в которых рабочий контур выполняется из инструментальной углеродистой и легированной марок сталей, а основная масса пуансона (пуансонодержатель) и матрицы (матрицедержатель) из обычной стали 45 или даже из сталей Ст 3 и Ст 5. Причиной выполнения их сборными являются два основных фактора: высокая стоимость легированных сталей; опасность коробления при термообработке, которые очень часто не устраняются.
Для разделительных операций листовой штамповки могут применяться комбинированные штампы совмещенного и последовательного действия.
Требования современного производства направлены на сокращение количества технологических операций, поэтому, например, отрезку заготовок без одновременного выполнения каких-либо других операций применяют редко. Наиболее распространен способ вырубки деталей по совмещенной схеме в одной рабочей позиции. На рис. 10.13 в качестве примера представлен штамп совмещенного действия для вырубки-пробивки.
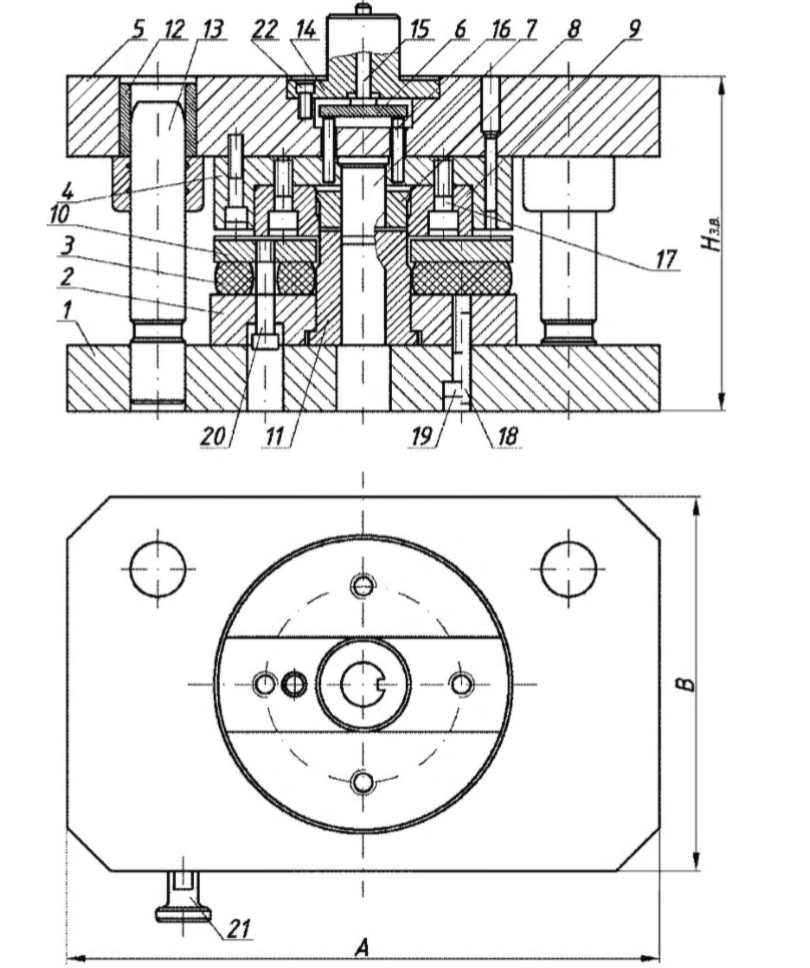
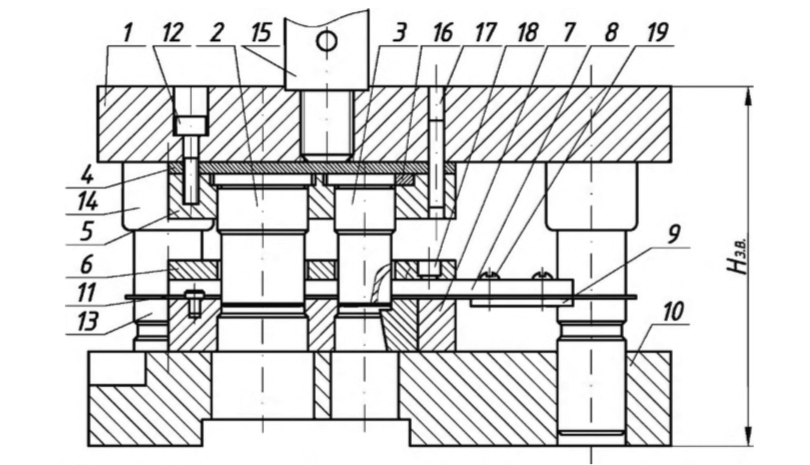
Основой данного штампа служит пуансон-матрица которая плоскостью своего рабочего контура соответствует периметру и отверстиям штампуемой детали. По периметру рабочего контура пуансон-матрица обхватывается матрицей 9. Между ними образуется равномерный технологический зазор резания. Пробивной пуансон 7, служащий для получения отверстия в детали, при таком же зазоре стыкуется с соответствующим отверстием в пуансон-матрице. Съемник 3 действует от эластичного амортизатора. На верхней плите 5 установлены и закреплены винтами 17 матрица 9, пуансонодержатель 4 с запрессованным в нем пробивным пуансоном 7. Внутри матрицы 9 помещен узел выталкивателя действующего от ползуна пресса. Стержень выталкивателя 15 проходит через хвостовик 14, крепящийся к верхней плите винтами 22.
При работе этого штампа пуансон 7 пробивает отверстие в заготовке, проталкивая при этом отход на провал через отверстие в пуансоне-матрице 11. Одновременно пуансон-матрица 11 вырубает деталь по внешнему контуру. Вырубленная деталь удаляется из матрицы 9 и одновременно снимается с пуансона 7 выталкивателем 8. Полоса снимается с пуансон-матрицы 11 съемником 10.
Вырубку заготовок с пробивкой в них отверстий по последовательной схеме обычно применяют в тех случаях, когда эту операцию в совмещенном штампе невозможно провести по следующим причинам: очень малые стенки в пуансон-матрице, близкое расположение отверстий, контур детали или отверстия практически нельзя вырубить или пробить в одном рабочем ручье за один ход пресса. Кроме того, в последовательных штампах удобнее осуществлять многорядную штамповку с применением малоотходных процессов. Для штамповки толстолистового материала такие штампы выполняют в основном с жестким съемником, а для штамповки тонкого материала применяют как жесткий, так и пружинный съемник. В отличие от совмещенной штамповки, при которой точность проведения разделительных операций зависит от точности взаимного расположения заготовки и пуансон-матрицы, при последовательной штамповке на качество получаемых деталей влияет не только точность взаимного расположения соответствующих элементов, но и достигаемая степень точности шага подачи материала. Поэтому штампы последовательного действия оснащены дополнительными средствами фиксации полосы, например, ловителями, шаговыми ножами и пр. Комбинированный штамп последовательного действия представлен на рис. 10.14. Конструкция этого штампа включает вырубной 2 и пробивной 3 пуансоны, а матрица 7 имеет два отверстия, соответственно, для выполнения операций сначала вырубки, а затем пробивки.
Штампы для формоизменяющих операций листовой штамповки
Штампы для формоизменяющих операций подразделяются на гибочные, вытяжные, протяжные, отбортовочные, формовочные и т. д. Эти штампы могут быть открытыми или закрытыми, простыми или комбинированными.

На рис. 10.15 представлен общий вид вытяжного штампа. В представленном штампе пружинное прижимное устройство размещается в верхней части штампа. В случае штамповки изделий больших размеров и толщины, для которых необходимо создать большое давление прижима, требующее более мощных пружин, размещаемых вне штампа под нижней плитой. При ходе ползуна пресса вниз матрица 3 своим торцом прижимает заготовку к прижиму-съемнику 5. При дальнейшем опускании ползуна происходит вытяжка детали. Из матрицы изделие выталкивается пружинным выталкивателем 7.
Комбинированные штампы могут объединять различные формоизменяющие операции или совмещать формоизменяющие операции с разделительными. Штамп, представленный на рис. 10.16, предназначен для вырубки и вытяжки.
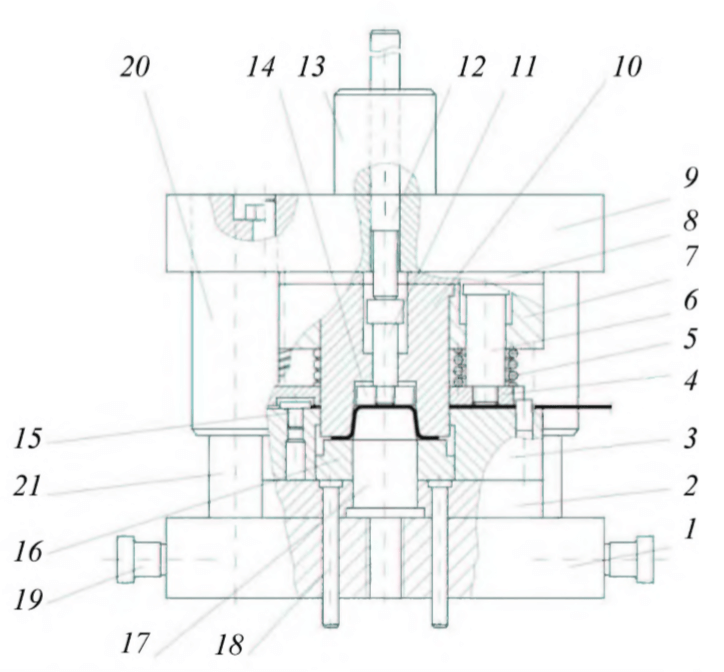
Конструкция штампа в верхней части содержит деталь – пуансон-матрицу 10, которая выполняет сначала функцию вырубного пуансона, а затем вытяжной матрицы. В нижней части штампа, кроме вытяжного пуансона 17 и прижимного кольца 16, перемещающегося от буферного устройства при помощи стержней 18, располагается вырубная матрица 3, закрепленная на нижней плите 2.
Полосу помещают на поверхность матрицы 3 и подводят по направляющим до упоров 15. При опускании верхней части штампа пуансон- матрица 10 сначала производит вырубку заготовки, после чего прижимает ее к кольцу 16, а затем, по мере дальнейшего углубления пуансона, заготовка постепенно вытягивается из-под кольца и, плотно облегая вытяжной пуансон 17, принимает форму изделия. При обратном ходе ползуна кольцо 16 снимает с пуансона 17 отштампованную деталь.
Такие штампы широко используются для штамповки полых деталей разных форм.
Выбор материала для деталей штампа листовой штамповки в основном зависит от серийности производства, вида штамповочной операции, материала, размеров и формы штампуемой детали.
Если штампы предназначены для разделительных операций, то к пуансонам и матрицам таких штампов предъявляют определенные требования, основными из которых являются: способность этих деталей противостоять большому давлению и ударным нагрузкам, высокая износостойкость, сохранение остроты режущих кромок без разрушения и затупления в течение большого периода времени в сочетании с невысокой стоимостью штампа.
С учетом условий работы и стоимости сталей различных марок, идущих на изготовление пуансонов и матриц разделительных штампов, при выборе материала для них в условиях массового производства можно руководствоваться следующими данными.
При вырубке (пробивке, обрезке) деталей простой конфигурации из материала толщиной до 3-4 мм можно применять для пуансонов инструментальную углеродистую сталь У8А и У10А. Для вырубки деталей сложной конфигурации, а также при толщине материала свыше 4 мм следует применять инструментальную легированную сталь марок X I2, Х12М, 9ХВГ. Для матриц в первом случае можно рекомендовать сталь марок У8А, У10А; во втором случае – Х12, Х12М, 5ХВ2С, 9ХВГ, Х12Ф1, а также 7ХГ2ВФМ.
Основы технологии листовой штамповки
Процедура разработки технологического процесса листовой штамповки включает анализ конструкции детали, выбор основных операций технологического процесса изготовления детали, определение формы и размеров заготовки, выбор оптимального варианта раскроя, расчет переходов и операций штамповки, выбор типа и модели оборудования, а также вида технологической оснастки. При этом разрабатываются или согласовываются дополнительные виды обработки детали – сварка, пайка, окраска и т. д.
Проектирование технологического процесса и оснастки начинается с анализа чертежа заданного изделия. Основная задача, решаемая на этом этапе, – обеспечение технологичности конструкции изделия с точки зрения применения прогрессивных технологических процессов и достижения оптимальной себестоимости.
При выборе оптимальных параметров штамповки учитывают требования к точности выполнения всех элементов формы детали. В зависимости от заданного объема выпуска детали уточняют ее конструкцию, технологию изготовления, а также вид оборудования и инструмента.
Технологичность конструкции зависит от типа производства. Конструкции деталей, технологичные для мелкосерийного производства, могут быть нетехнологичны для серийного производства. Обычно при переходе от меньшего объема выпуска к большему конструкция детали изменяется. При большей разнице объемов выпуска конструкция детали подвергается коренной переработке.
В крупносерийном и массовом производстве деталям придают более благоприятную форму для обеспечения минимального числа операций и расхода металла, а также снижения стоимости и повышения долговечности штампов.
В условиях мелкосерийного производства стоимость оснастки значительно влияет на себестоимость продукции, поэтому затраты на проектирование и изготовление оснастки должны быть минимальными. В этих случаях следует применять штамповку по элементам, в упрощенных и универсальных штампах.
При проработке конструкции детали на технологичность стремятся уменьшить ее массу. Рекомендуется использование гнутых профилей, а при введении в конструкцию детали таких элементов, как ребра жесткости, фланцы и пр. уменьшается толщина исходной заготовки, а следовательно, экономится металл.
В значительной мере снизить себестоимость деталей может правильный выбор исходного металла по толщине и физико-механическим свойствам; в частности, применение горячекатаной стали вместо холоднокатаной позволяет снизить затраты на металл.
Анализ и оценку различных вариантов технологических процессов необходимо сопровождать экономическим расчетом с определением себестоимости детали. Технологичность конструкции должна обеспечивать не только наличие контуров вырубаемой детали для безотходной или малоотходной вырубки, но и качественную пробивку, гибку, последующую сборку с деталями и ряд других операций.
Конструкция детали должна обладать высокими эксплуатационными качествами. Если производство детали, успешно работающей в конструкции машины или прибора, связано с большим выходом брака, низкой стойкостью штампов, то такая деталь нетехнологична.
Конфигурация вырезаемого контура детали и форма отверстий должны быть простыми, с минимальным числом размеров. Стороны вырубаемого контура должны сопрягаться плавными кривыми. Когда деталь представляет собой готовое изделие, ее следует изготовить с менее жесткими допусками, чем деталь, подлежащую сборке с другими деталями. При этом необходимо знать, какую функцию деталь выполняет в изделии и каким нагрузкам она подвергается.
Следует стремиться к пробивке круглых отверстий, получение которых проще, чем овальных, квадратных или неправильной формы. Отверстия в виде удлиненных прорезей позволяют применять менее жесткие допуски для изогнутых деталей.
При необходимости пробивки большего числа отверстий желательно, чтобы они были одинаковой формы и размеров, что сокращает номенклатуру рабочих частей штампов. Важно учитывать взаимное расположение отверстий. Уменьшение расстояния между отверстиями может привести к разрывам перемычек между ними, выпучиванию или выворачиванию края детали.
При проектировании формоизменяющих операций необходимо учитывать следующее. При гибке внешние слои металла заготовки растягиваются, внутренние – сжимаются, а в зоне изгиба материал утоняется, тем больше, чем меньше радиус изгиба. Уменьшение радиуса изгиба приводит к росту напряжений во внутренних и наружных слоях металла, которые могут быть причиной разрушения заготовки при изгибе. Основные факторы, обеспечивающие оптимальное проведение вытяжки, отсутствие брака и высокую стойкость инструмента, — правильно выбранный материал заготовки и рациональная конструкция детали. От материала во многом зависит получение качественной детали, так как допустимый коэффициент вытяжки и максимальная глубина вытягиваемого изделия ограничиваются значением временного сопротивления разрыву материала. Изготовляемые вытяжкой детали должны иметь простую форму: цилиндрическую, ступенчатую, в виде тел вращения, прямоугольную, причем большая сторона детали прямоугольной формы не должна превышать трех длин меньшей стороны.
Глубину детали и конфигурацию ее отдельных участков следует устанавливать исходя из условий вытяжки. Следует избегать глубоких деталей с широким фланцем, изготовление которых возможно только за несколько операций вытяжки.
У полых деталей, получаемых вытяжкой, особое значение придается радиусам сопряжений дна, стенок и фланца, соотношению размеров, характеризующих поперечное сечение и высоту вытягиваемой детали. От радиуса закругления вытяжкой кромки матрицы зависят напряжения в вытягиваемом материале, допустимый коэффициент вытяжки, гофрообразова- ние и вероятность разрушения металла заготовки.
Крупногабаритные облицовочные детали, особенно лицевые панели кузова, должны быть транспортабельными. Для уменьшения трудоемкости сборки и сварки такие детали, как усилители капота, крышки багажника, панели боковины, панели двери, должны быть цельноштампованными (без сварки). Панели, детали кузова и шасси везде, где возможно, должны иметь технологические отверстия и рельефные выступы, отбортованные кромки и другие элементы, необходимые для установки и взаимного фиксирования собираемых деталей без дополнительной технологической оснастки. В чертежах облицовочных деталей должны быть перечислены размеры поверхности, отверстия, подлежащие контролю.
После изменения конструкции детали определяют форму и размеры заготовки листа (рулона), а также расход металла при наилучшем варианте его использования. На этом этапе также могут вноситься изменения в конструкцию детали с целью обеспечения оптимального раскроя. После этого выбирается наиболее рациональный технологический процесс изготовления детали, который должен обеспечивать вид, число и последовательность основных операций штамповки, дополнительных операций (отжиг, травление), доделочных (галтовка, правка, механическая обработка, нарезка резьбы), гальванических, сборочных и сварочных операций, операций контроля и назначение мерительного инструмента.
При разработке технологического процесса рассчитывают усилия штамповки по переходам и устанавливают типы, усилие, мощность и размеры рабочего пространства технологического оборудования. Кроме того, определяют конструкции штампов, средства механизации и автоматизации, разрабатывают мероприятия, обеспечивающие безопасность работы.
Проектирование технологического процесса включает мероприятия по организации рабочих мест, определение трудоемкости изготовления детали, числа и квалификационного разряда основных производственных рабочих.
Критерий оптимального выбора варианта технологического процесса — минимальная себестоимость детали. После выбора варианта технологического процесса изготовления детали оформляют технологическую документацию — графические и текстовые документы, определяющие технологический процесс изготовления изделия и маршрут прохождения его по цехам предприятия. Основные технологические документы – маршрутная карта, карта технологического процесса в совокупности с другими технологическим документами – картой эскизов, ведомостью оснастки и прочими, полностью и однозначно определяют технологический процесс изготовления детали.
В маршрутную карту вносят описание технологического процесса изготовления изделия по всем операциям (включая контрольные и транспортные) в технологической последовательности. В ней приводятся сведения о применяемом оборудовании, оснастке, материальных (масса исходной заготовки, масса детали, норма расхода материала) и трудовых (норма времени и расценок) нормативах.
Карта технологического процесса содержит описание технологического процесса изготовления изделия по всем операциям одного вида работ (раскрой и отрезка заготовок или холодная штамповка), выполняемых в одном цехе в технологической последовательности. В карте приводятся данные об оснастке, материальных и трудовых нормативах. Технологические документы оформляются в соответствии с ЕСТД.
Карта эскизов содержит эскизы, схемы и таблицы, необходимые для выполнения процесса, и операции (перехода) изготовления детали. В ней указывают данные, необходимые для выполнения технологического процесса, – размеры, предельные отклонения, технические требования и др. в виде эскизов, схем и таблиц.
На основании технологических карт разрабатывается схема расположения оборудования, средств механизации и автоматизации в цехе (участке).
После утверждения технологических документов выдаются задания на приобретение оборудования и заказы на оснастку и необходимые материалы.
При выборе модели машины исходят из следующих данных: объема производства, размеров деталей, усилия штамповки.
От объема производства зависит выбор модели оборудования, типа инструмента. При выборе модели пресса учитывают кроме усилия и мощности и другие факторы, которые при определенных условиях могут иметь решающее значение, — это величина хода, число ходов в минуту кривошипного пресса или скорость перемещения ползуна гидравлического пресса, закрытая высота, размеры ползуна и стола пресса, размер отверстия в столе пресса машин и т. д.
Чтобы точнее определить размер или модель пресса, номинальные усилия или параметры предусматриваются техническими характеристиками.
Использование грамотно подобранного оборудования обеспечивает качественное изготовление деталей. В работе металлообрабатывающих предприятий это играет одну из ключевых ролей. Наличие современного станка с ЧПУ оптимизирует производственный процесс, снижая влияние человеческого фактора на качество изделий, а также уменьшая сроки изготовления деталей. Работа Современного центра металлообработки Metalcut Pro построена на использовании качественного оборудования, сертифицированных материалов и контроля процессов на каждом этапе изготовления изделий. Компания реализует комплексный подход в решении задач по изготовлению изделий из металла. Специалисты компании выполняют весь спектр услуг от разработки проектной документации до выдачи полностью готового изделия



