
В отличие от полностью раскисленной спокойной стали кипящая сталь при кристаллизации «кипит». Эффект кипения вызывается реакцией между растворенными в металле углеродом и кислородом [С] + [О] = СОг. Даже в слитке полностью раскисленной спокойной стали в момент кристаллизации имеет место выделение некоторого количества газов. В слитке кипящей стали обильное газовыделение не только накладывает определенный отпечаток на строение слитка, но и в значительной мере определяет его качество. Основные зоны (рисунок 1) кристаллизующегося слитка кипящей стали следующие:
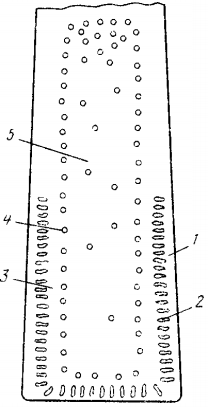
1. Зона плотного наружного слоя («корочки»), образующегося в момент соприкосновения жидкой стали с холодными стенками изложницы. Металл этой зоны состоит из мелких, беспорядочно ориентированных кристаллов; по химическому составу близок к составу жидкого металла в ковше. Толщина зоны (толщина корочки) зависит от ряда факторов и прежде всего от скорости разливки (скорости наполнения изложницы): при быстром наполнении изложницы толщина корочки меньше, при медленной разливке толщина корочки
больше.
2. Зона сотовых пузырей. Так же, как и в случае кристаллизации слитка спокойной стали, при кристаллизации кипящей стали начинается рост столбчатых кристаллов. Оси растущих кристаллов совпадают с направлением отвода тепла. Поскольку кристаллизация происходит избирательно, оси кристаллов чище маточного раствора, между осями растущих кристаллов находится обогащенный ликватами маточный раствор. Ликваты содержат углерод и кислород, повышение их концентрации и благоприятные условия образования новой фазы (наличие твердых поверхностей) приводят к интенсивному протеканию реакции [С] + [О] = СОг. Часть образующегося газа удаляется вверх, а часть «захватывается» растущими кристаллами и остается в виде удлиненных пузырей в пространстве между ними. По форме эти пузыри напоминают соты в пчелиных ульях, поэтому их обычно называют сотовыми, а вся зона — зоной сотовых пузырей. Вначале каждый такой пузырь заполнен в основном монооксидом углерода, в процессе кристаллизации и охлаждении слитка в него диффундируют другие газы и прежде всего водород. На размер и протяженность зоны сотовых пузырей влияет ряд факторов: состав и окисленность стали, способ и скорость разливки, масса слитка и др. Ферростатическое давление столба металла над образующимся пузырем препятствует его развитию, поэтому при очень быстрой разливке образовавшиеся в первый момент пузыри фиксируются на малом расстоянии от поверхности слитка и толщина первой зоны (толщина корочки слитка) оказывается малой. Наоборот, при медленной разливке металл свободно «откипает» и пузыри захватываются и фиксируются затвердевающим метал лом на большем расстоянии от поверхности слитка.
Таким образом, регулируя скорость разливки, можно регулировать толщину зоны плотного наружного слоя и начало образования зоны сотовых пузырей. Влияние давления столба металла сказывается и в том, что в самой верхней части слитка сотовых пузырей нет (они всплыли). На процесс образования сотовых пузырей влияет также уровень окисленности металла. При повышенных содержаниях кислорода условия образования пузырей СО более благоприятны, интенсивное газовыделение обеспечивает условия для удаления части образующихся газов, получается развитая зона удлиненных сотовых пузырей при достаточной толщине корочки. При чрезмерно высокой окисленности металла газовыделение происходит настолько интенсивно, что уровень вскипающего металла быстро достигает верха изложницы, разливку прекращают. После непродолжительного кипения уровень металла снижается и изложница оказывается заполненной не полностью (такой дефект называют часто голенищем). В случае разливки металла с малой окисленностью образующиеся в первый момент пузыри фиксируются растущими кристаллами и почти удаляются вверх (металл слабо кипит). Толщина корочки оказывается небольшой, а слиток — рыхлым и пузыристым из-за наличия большого числа пузырей, не успевших удалиться из металла в процессе кипения. Часто уровень такого слитка после завершения разливки продолжает повышаться (рослый слиток), а иногда металл уже не уменьшается в изложнице и «вылезает» из нее, образуя дефект, называемый «капустой».
Таким образом, для получения нормального слитка кипящей стали необходимо иметь металл определенной окисленности. Окисленность стали определяется прежде всего содержанием в ней углерода (в качестве дополнительного регулятора окисленности металла обычно используют марганец). Чем выше содержание углерода, тем меньше окисленность металла. Как известно из практики, получение хорошего слитка кипящей стали из металла, содержащего >0,25% С, затруднительно. При образовании сотовых пузырей ликвирующие в пространство между растущими дендритами углерод и кислород расходуются на образование СО, сотовый пузырь заполнен в основном водородом и монооксидом углерода (оба газа — восстановители).
В результате получаются пузыри с чистой неокисленностью внутренней поверхностью. Такие пузыри при последующей прокатке полностью завариваются, и если разрезать заготовку, прокатанную из слитка кипящей стали, то никаких следов зоны сотовых пузырей мы не обнаружим. Возможны случаи, когда при нагреве перед прокаткой слитков кипящей стали в нагревательных колодцах в результате воздействия окислительной атмосферы этих колодцев корочка слитка (первая зона) окислится («прогорит») и окислительные газы, зайдя в полость сотовых пузырей, окислят их внутреннюю поверхность. Такие пузыри с окисленной внутренней поверхностью при прокатке не завариваются и слиток бракуется. Технология выплавки и разливки кипящей стали должна обеспечивать получение корочки необходимой толщины, а толщину (или ширину) первой зоны часто называют толщиной (или шириной) здоровой корочки.
3. Зона относительно плотного и чистого металла. При затвердевании металла в этой зоне ликвационные процессы продолжаются, однако концентрации ликватов еще недостаточны для газовыделения (значительная часть растворенных в металле газов, прежде всего водорода, уже выделилась при образовании сотовых пузырей).
4. Зона вторичных пузырей. В момент, когда концентрация ликватов становится достаточной для организации газовыделения, в кристаллизующемся слитке образуются пузыри, которые принято называть вторичными. Скорость роста кристаллов в этот момент уже невелика и пузыри имеют округлую форму. К моменту образования вторичных пузырей наполнение изложницы закончено и на поверхности формирующегося слитка начинает образовываться корка застывшего металла, условия удаления пузырей становятся неблагоприятными и большая часть вторичных пузырей остается в слитке в виде столба округлых пузырей, расположенных на некотором расстоянии от сотовых пузырей. Вторичные, пузыри также завариваются при прокатке.
5. Осевая зона слитка. Эта зона кристаллизуется в последнюю очередь и, подобно осевой зоне слитка спокойной стали, состоит из беспорядочно ориентированных кристаллов, затвердевающих в маточном растворе, обогащенном ликватами. В этой зоне также имеются пузыри, особенно в головной части слитка, затвердевающей в последнюю очередь, однако это — пузыри усадочного происхождения. Вокруг этих пузырей концентрируются ликваты, эти пузыри плохо свариваются при прокатке, а крупные пузыри в головной части слитка со скоплениями ликватов (в частности, серы и фосфора) на внутренней поверхности вообще не свариваются. Головную часть слитка кипящей стали (5—10 % — примерно вдвое меньше, чем у слитка спокойной стали) также отрезают и отправляют в переплав.
Объем слитка кипящей стали в процессе его усадки при затвердевании не понижается вследствие образования в теле слитка многочисленных пузырей (иногда, в случае получения так называемых рослых слитков, объем слитка даже увеличивается). Поскольку слиток кипящей стали не имеет четко выраженной области усадочной раковины, для разливки кипящей стали используют обычно сквозные изложницы, расширяющиеся книзу.
Помимо трудностей, связанных с необходимостью получения здоровой корочки необходимой толщины, слиток кипящей стали имеет существенный недостаток: высокую степень неравномерности состава металла в различных зонах слитка. Как только начинается кристаллизация и сопровождающее ее газовыделение, образующиеся и поднимающиеся пузыри газа интенсивно перемешивают металл, улучшая условия перемещения ликватов в глубь слитка. В результате оказывается, что верх осевой части слитка имеет гораздо более высокое (степень ликвации иногда достигает десятикратных значений) содержание таких сильно ликвирующих примесей, как сера, фосфор, углерод, кислород. Использовать такой металл для изделий ответственного назначения нельзя. Вместе с тем производство кипящей стали имеет ряд достоинств:
- уменьшается головная обрезь и соответственно увеличивается выход металла;
- упрощается оборудование (не требуется использования прибыльных надставок);
- отпадает необходимость раскисления металла (уменьшаются продолжительность плавки и расход раскислителей).
Легирующие примеси влияют на диаграмму состояния сплава и соответственно на зональную ликвацию углерода, серы, фосфора. Особенно отчетливо проявляется влияние никеля: при 3—4 % Ni полностью исключается появление зональной химической неоднородности слитка. Поскольку основной недостаток кипящей стали вызван перемешиванием металла в изложнице, а перемешивание связано с активным газовыделением, то искусственное прекращение или замедление газовыделения приводит к прекращению перемешивания и уменьшению степени неоднородности слитка кипящей стали. Для этой цели на практике используют два технологических приема.
- Искусственное «замораживание» головной части слитка путем накрывания слитка массивными металлическими плитами (крышками). Обычно накрывание слитка крышками производится в момент окончания образования третьей зоны кристаллизации. Теплоотдача от верха слитка к массивной крышке приводит к быстрому затвердеванию верхней корки слитка, слиток как бы закупоривается, давление в слитке резко возрастает и реакция [С] + [О] = СОг прекращается, так как образующиеся при этой реакции пузыри монооксида углерода не в состоянии преодолеть внешнего давления в «закупоренном» слитке. Поскольку прекращается газовыделение, прекращается и интенсивное перемешивание жидкого металла и степень неоднородности в слитке уменьшается. Такой технологический прием называют механическим закупориванием.
- Раскисление головной части слитка путем введения (обычно в момент окончания образования третьей зоны кристаллизации) сильных раскислителей, например алюминия. Введение сильного раскислителя сопровождается резким уменьшением окисленности металла, соответственно прекращается протекание реакции [С] + [О] = СОг, прекращается интенсивное перемешивание жидкого металла и соответственно снижается степень неоднородности слитка. Такой технологический прием называют химическим закупориванием.
Чем больше масса слитка, тем дольше он затвердевает, тем значительнее степень неоднородности химического состава металла по сечению и высоте слитка. Для повышения производительности обжимных прокатных станов желательно получать крупные слитки, однако получение крупных однородных слитков кипящей стали является сложной задачей. Вместе с тем решение этой проблемы является резервом экономии, так как кипящая сталь имеет более низкую стоимость, чем спокойная. В какой-то мере эта проблема решается при производстве группы марок сталей, объединяемых общим названием полуспокойных сталей.



