
Электрические печи сопротивления широко используются для нагрева и термической обработки цветных металлов и их сплавов при температуре до 1000° С. Для получения более высоких температур требуются специальные материалы для нагревателей, как правило, дорогие и дефицитные. Возможность точного автоматического поддержания заданной температуры и нагрев в заданной атмосфере выгодно отличают электрические печи от топливных. Большая стоимость электроэнергии часто окупается снижением потерь металла от угара.
Нагрев при низкой температуре (300—500° С) целесообразно осуществлять с циркуляцией атмосферы в печи. При этом увеличивается интенсивность теплопередачи конвекцией, являющейся наиболее эффективной при этих температурах. Одновременно достигается большая равномерность нагрева.
На рис. 138 показана цилиндрическая шахтная печь для нагрева мелких изделий из алюминиевых сплавов перед их закалкой. Изделия укладываются в металлическую корзину 3 из жаропрочной стали с решетчатым дном. Корзину помещают в печь. Ленточные нагревательные элементы 2 размещены на стенке шахты. Для предохранения изделий от перегрева за счет излучения нагревателей между ними и корзиной помещен металлический экран 1. Принудительная циркуляция воздуха осуществляется посредством вентилятора 4, установленного в крышке печи. Воздух циркулирует в пространстве между нагревателями и экраном, а затем проходит через корзину с изделиями. Для большей равномерности нагрева изделий (±5 К) направление движения воздуха периодически может изменяться на обратное. При загрузке и выгрузке изделий крышка печи вместе с вентилятором несколько поднимается рычажным устройством 5 и сдвигается в сторону.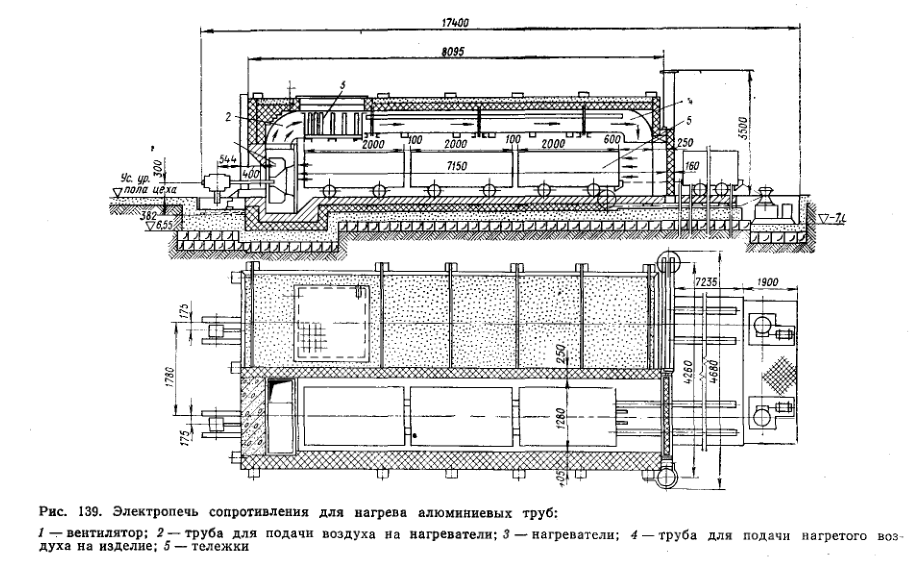
Для отжига алюминиевых труб используется электропечь сопротивления, показанная на рис. 139. Трубы загружаются в тележки 5, которые по рельсам с помощью троса и лебедки вкатываются в печь. В печи помещается несколько тележек. Секции нагревателей 3 смонтированы на своде печи. Вентилятор 1 установлен в торце печи и подает воздух на нагреватели по трубе 2. Нагретый воздух по трубе 4 под сводом печи поступает в другой конец печи и через открытые торцы тележек проходит внутри и снаружи труб и снова поступает в вентилятор. При нагреве труб до 440° С расход электроэнергии составляет 0,4 кВт-ч на 1 кг металла.
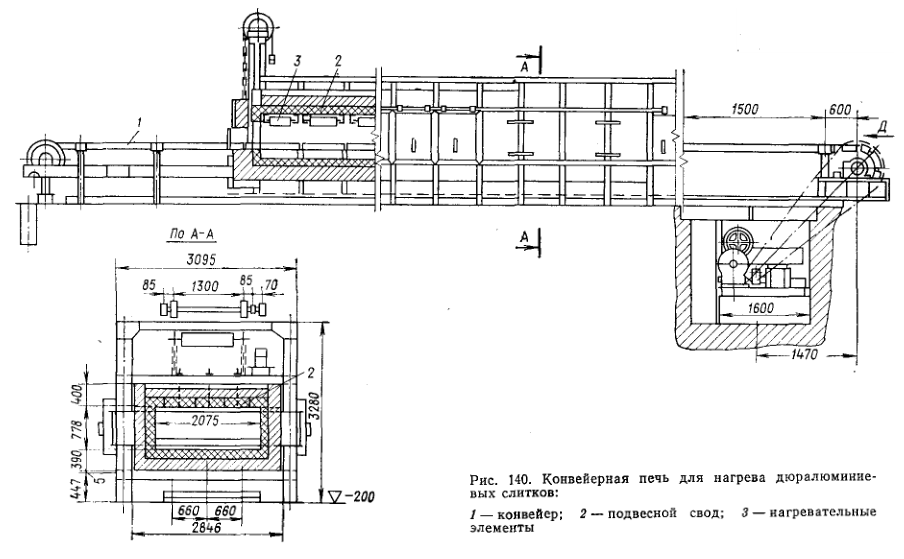
На рис. 140 показана проходная печь для нагрева дюралюминиевых слитков. Слитки перемещаются через печь с помощью конвейера 1. Нагрев двусторонний (сверху и снизу) с помощью нагревателей 3, смонтированных на металлических рамах. В боковых стенах печи имеются отверстия, закрываемые крышками, для замены сгоревших нагревателей новыми. Свод печи 2 подвесной. Производительность печи 2230 кг/ч, удельный расход электроэнергии 0,188 кВт-ч на 1 кг металла.



