
Калибры должны быть расположены таким образом, чтобы разность скоростей на их поверхности была наименьшей; наименьшей должна быть и глубина вреза в валок.
При наименьшей разности скоростей различных слоев металла в нем возникает меньше напряжений, что благоприятно сказывается как на качестве металла, так и на работе стана. Уменьшение глубины врезов обеспечивает более высокую прочность валков.
Каждым калибр характеризуется нейтральной линией (НЛК). Для калибров простои формы (квадратной, прямоугольной, круглом, овальной, шестигранной и др.) нейтральная линия совпадает с их горизонтальной осью симметрии. Положение нейтральной линии сложных фасонных калибров нельзя определить без допущений, что объясняется малой изученностью процесса перетекания металла из одних частей профиля в другие. Поэтому, чтобы определить положение нейтральной линии сложных фасонных калибров, применяют следующие способы.
Первый способ
За нейтральную принимают линию, разделяющую площадь калибра на две равные части. Решение задачи сводится к определению условного прямоугольника высотой H относительно ширины калибра b1 ось симметрии которого совпадает с НЛК. Это справедливо при условии равенства площади прямоугольника, лежащей выше контура ручья верхнего валка, и площади прямоугольника, лежащей ниже контура ручья нижнего валка.
При этом расстояние от произвольной горизонтальной линии до нейтральной линии калибра определяют из уравнения

где f — площадь, ограниченная шириной калибра, произвольной горизонтальной линией и линией калибра (рис. 82).

Точность расчета по уравнению (100) зависит главным образом от точности определения площади f, которую поэтому следует принимать не меньше площади калибра. Уравнение (100) получено в результате решения задачи с привлечением метода И. И. Кучко.
Определение нейтральной линии калибра по первому способу можно упростить, если применить метод приведенной полосы:

где сf1,— коэффициент формы калибра.
Второй способ
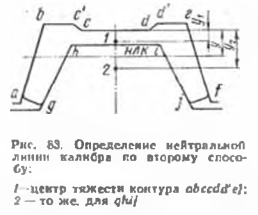
Нейтральную линию проводят посредине между центрами тяжести контура ручьев в каждом валке (метод Любке, рис. 83):
y=0,5(y1+y2)
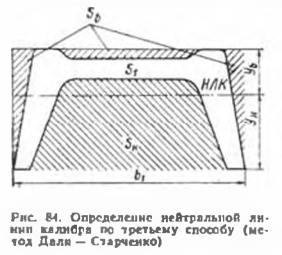
Третий способ
Нейтральную линию калибра проводят посредине между катающими радиусами каждого из валков (метод Даля—Старченко, рис. 84):

Четвертый способ
Нейтральную линию калибра проводят через центр тяжести профиля, положение которого определяют расчетом по методу эквивалентной полосы (метод Ю. Б. Бахтинова, рис. 85):

Хорошие результаты, совпадающие с данными практики, дает метод определения НЛК, проходящей через центр тяжести профиля, по уравнениям (105) и (106).

Средняя линия валков (СЛВ)— это линия, делящая расстояние между осями валков пополам. Теоретически самым правильным является такое расположение калибров в валках, при котором их нейтральная линия совпадает с СЛВ. При таком расположении калибров полоса должна выходить из валков горизонтально без загибания вверх и вниз. Когда НЛК расположена ниже СЛВ, то имеет место верхнее давление; если же НЛК расположена выше СЛВ, имеет место нижнее давление. В тех случаях, когда калибры расположены не по СЛВ, линию, на которой они располагаются, называют линией прокатки (ЛП).
Расстояние от осей валков до ЛП (рис. 86) представляет собой теоретические радиусы верхнего Rв и нижнего Rн валков.
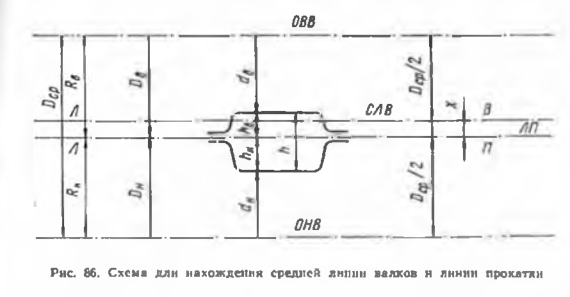
На чертеже видно, что Dв=2Rв, и Dн=2Rн, а средний диаметр валков данного стана Dср равен Dcр= (Dв+Dн)/2.
Средняя линия валков проходит на расстоянии от осей верхнего и нижнего валков (ОВВ, ОНВ), равном Dср/2.
Обозначим верхнее (нижнее) давление через ± m. Тогда при Dв—Dн=m будет иметь место верхнее давление, равное m. Если известен средний диаметр валков Dср и величина m, получим

где a — расстояние между СЛВ и ЛП. Вычитая равенство (108) из (107), получим Dв—Dн= m= 4a, откуда а=m/4 при m = а = 0, что возможно, когда линия прокатки и линия валков совпадают.



