
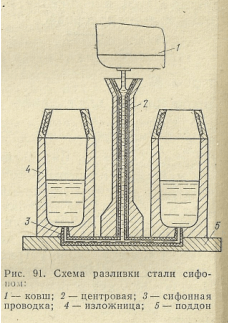
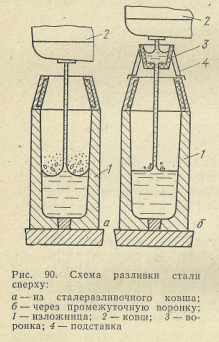
Жидкую сталь разливают либо в изложницы, либо на машинах непрерывного литья заготовок (МНЛЗ). Разливка стали в изложницы осуществляется двумя способами: сверху или сифоном. При разливке сверху металл поступает в изложницу непосредственно из сталеразливочного ковша или через промежуточное устройство (воронку, ковш) (рис. 90). В случае сифонной разливки (рис. 91) жидкая сталь из сталеразливочного ковша попадает в центровую и затем по сифонной проводке снизу поступает в изложницы, установленные на поддоне.
Как показали результаты многих сравнительных исследований, качественные показатели металла (механические свойства, макроструктура, содержание неметаллических включений и т. д.), а также количество брака, вызванное плохим качеством металла, в прокатных цехах и на машиностроительных заводах не зависит от способа разливки.
Разливка сифоном имеет следующие преимущества перед разливкой сверху:
- Одновременно на одном поддоне можно отлить четыре – шесть слитков массой 3—7 т и большое число мелких слитков, что позволяет большее количество разливать с меньшей общей продолжительностью.
- Удобство наблюдения за поверхностью поднимающегося в изложнице металла и возможность регулирования скорости разливки в относительно большом интервале в зависимости от температуры и состава металла.
- Лучшая поверхность слитков, меньшие затраты труда на зачистку слитков и прокатных заготовок в 2,5— 4 раза.
К недостаткам сифонной разливки следует отнести:
- уменьшение выхода годного металла на 0,9 – 1,5 % (в зависимости от массы слитка) вследствие потерь с литниками;
- увеличенный расход огнеупорных изделии на центровые и сифонные проводки, содержание дополнительного оборудования и повышенные затраты труда на подготовку поддонов и сборку центровых;
- суммарные затраты труда на подготовку изложниц и зачистку металла при сифонной разливке в 1,5—2,5 раза выше, чем затраты труда на аналогичные операции при разливке сверху.
В целом, оценивая различные способы разливки стали, следует признать, что разливка стали сверху в условиях современных сталеплавильных цехов большой производительности имеет несомненные преимущества, особенно при получении крупных слитков, и этот способ разливки чаще всего проектируется на вновь строящихся заводах качественной металлургии и заводах, разливающих металл в мелкие и средние слитки, следует признать целесообразным сохранение сифонного способа разливки. Однако разливка высоколегированных сталей и сплавов, требующих обязательной обдирки слитков перед следующим переделом, производится сверху, что позволяет устранить потери металла в виде литников.




{kind=link}