
Переработка мелкого сыпучего материала без его расплавления с успехом производится в трубчатых вращающихся печах. В длинной футерованной трубе чаще всего противотоком движутся нагреваемый материал и продукты горения топлива. Движение материала происходит благодаря небольшому наклону трубы в сторону выгрузки и вращению печи. При вращении материал поднимается на некоторую высоту и пересыпается вниз. При этом происходит хороший теплообмен с горячими газами все время обновляющейся поверхности материала. Теплообмену способствует также то, что материал, пересыпаясь, попадает на нагретую поверхность кладки за тот период, когда она свободна от слоя материала.
Все это определило высокую интенсивность теплообмена в рабочем пространстве печи. Трубчатые вращающиеся печи используются для сушки различных материалов, удаления химически связанной влаги при высоких температурах обжига и для спекания материала с образованием новых соединений. Это определило их применение при производстве глинозема в алюминиевой промышленности (спекание и кальцинация). Они нашли применение и при переработке материалов, содержащих свинец и цинк. При этом цинк отгоняется в виде окисла и улавливается из отходящих газов. Барабанные печи используются для обжига сульфидных материалов.
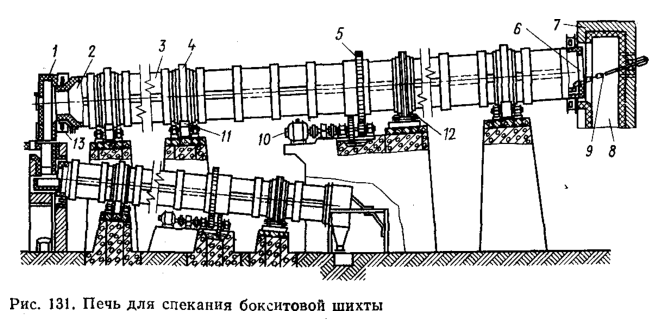
На рис. 131 представлена печь для спекания алюминийсодержащего материала с образованием растворимого алюминиевого соединения. Основной элемент печи— железный барабан 3 длиной до 150 м и диаметром 2,0—3,8 м. Барабан футеруется высокоглиноземистым или шамотным кирпичом. Печь работает по принципу противотока. Шихта сухая или мокрая в виде пульпы с содержанием влаги 40—42% поступает в барабан через торец 6 (холодный конец) и медленно перемещается к головной части 2 (горячий конец) навстречу газам. Из барабана продукт спекания—спек — ссыпается в холодильник, расположенный под печью и представляющий собой также барабан длиной до 30 м и диаметром до 2,5 м. В барабане спек охлаждается движущимся навстречу воздухом или водой, орошающей холодильник сверху. При охлаждении спека воздухом последний просасывается через холодильник вентилятором (на рисунке не показан) и используется при сжигании топлива. Для нагрева печи применяют мазут, газ или угольную пыль. Форсунки или горелки располагают в головной части барабана. Дымовые газы, содержащие значительное количество пыли, через дымоход 8 направляются на очистку в пылевые камеры, в электрофильтры и даже иногда в скрубберы. Только после этого дымовые газы с помощью дымососа отводятся в дымовую трубу. Футерованный и загруженный шихтой барабан имеет большую массу (масса печи длиной 70 м около 400 т). С помощью специальных бандажей 4, закрепленных снаружи кожуха, печь опирается на вращающиеся ролики 11 с бронзовыми подшипниками. Вращение производится от мотора 10 через редуктор и венцовую шестерню 5, укрепленную с помощью пружин на кожухе печи. Барабан вращается обычно с частотой 0,6—2 оборота в минуту. Частоту вращения можно изменять, регулируя контроллером число оборотов мотора.
Печь монтируют с уклоном в 3—6%. Во избежание схода барабана с опор используются упорные ролики 12, расположенные горизонтально, в которые сбоку упирается бандаж.
Горячий конец печи входит в топливную (разгрузочную) головку 1, устраиваемую обычно откатной. Между концом барабана и топливной головкой ставится лабиринтное уплотнение в виде диска 13, укрепленного на барабане и вращающегося в коробке, укрепленной на топливной головке. В передней стенке топливной головки имеются отверстия для горелок или форсунок. К головке примыкает устье канала, по которому спек пересыпается в холодильник.
Холодный конец печи входит в загрузочную коробку 7. Загружают сухую шихту посредством патрубка, проходящего через загрузочную коробку печи (на рисунке не показан). Пульпу в печь либо наливают, либо распыливают форсунками. Во избежание образования настылей на внутренней поверхности холодного конца барабана имеется отбойное приспособление 9, состоящее из стальной болванки, прикрепленной цепью к загрузочной головке. При вращении барабана болванка разбивает настыли.
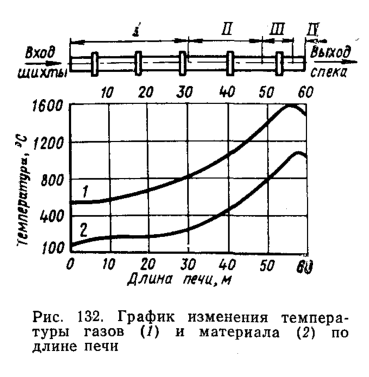 На рис. 132 приведен график, характеризующий тепловой режим печи. Согласно этому графику печной барабан по длине может быть разбит на четыре зоны, а именно: зону сушки и обезвоживания (I), зону кальцинации или разложения (II), зону спекания (III) и зону охлаждения (IV). Максимальная температура газов в зоне спекания, где она достигает 1600° С. При нормальной работе печи температура отходящих газов в борове составляет 400—500° С. Этот график обеспечивает правильный режим спекания и нормальную работу электрофильтров.
На рис. 132 приведен график, характеризующий тепловой режим печи. Согласно этому графику печной барабан по длине может быть разбит на четыре зоны, а именно: зону сушки и обезвоживания (I), зону кальцинации или разложения (II), зону спекания (III) и зону охлаждения (IV). Максимальная температура газов в зоне спекания, где она достигает 1600° С. При нормальной работе печи температура отходящих газов в борове составляет 400—500° С. Этот график обеспечивает правильный режим спекания и нормальную работу электрофильтров.
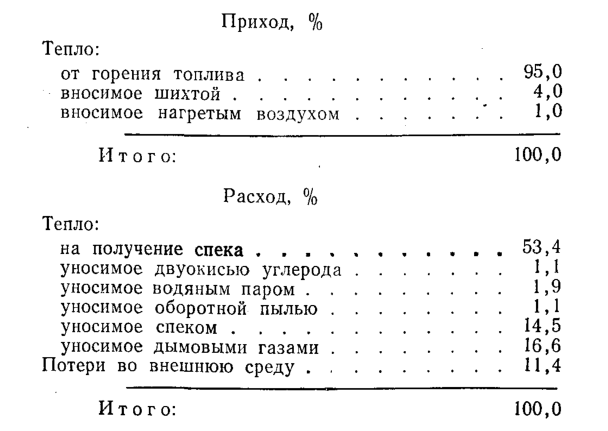
Производительность печи при мокрой бокситовой шихте 12 т/ч спека и выше. Главные факторы, влияющие на производительность: толщина слоя материала в печи, частота вращения печи, влажность шихты и ее химический состав. Средний удельный расход тепла составляет 6300—7100 кДж на 1 кг спека. Ниже приводится тепловой баланс трубчатой печи спекания.
Повышение к. п. д. печи достигается оптимизацией условий сжигания топлива, более полным использованием тепла спека для подогрева воздуха, используемого для сжигания топлива, лучшей тепловой изоляцией печи.
Основы расчета вращающихся трубчатых печей
Из расчетов горения топлива и теплового баланса печи находят количество газов, образующихся в печи при средней ее температуре Vt, м3/с. Тогда внутренний диаметр печи (Dвн, м) может быть найден по формуле
![]()
где ωt — допустимая скорость движения газов в печи при средней ее температуре, м/с; скорость газов принимается в пределах 3—8 м/с. При влажной шихте скорость берется больше, при сухой и мелкой шихте во избежание большого пылеуноса — меньше.
Далее находят коэффициент заполнения сечения печи материалом φ. Значение φ определяют из условия прохождения (транспорта) материала через печь при заданной производительности по шихте (G, кг/ч):
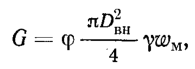
где γ — насыпная масса материала в печи, кг/м3;
ωм — скорость поступательного движения материала, м/ч (ωм = 0,0963 Dвнβ/τ0, где τ0 — длительность оборота печи, ч; β— угол наклона печи к горизонту; τ0 и β берутся из заводской практики) .
После вычисления φ находят размеры хорды открытой поверхности шихты l1 и дуги l2 закрытой поверхности материала (рис. 133) по площади заполнения сечения печи шихтой
 Плотность теплового потока на открытую поверхность шихты (q’) рассчитывается по методике, описанной для пламенных печей [уравнения (9.1), (9.2) и др.]. Плотность теплового потока к шихте на закрытой части стенки печи (q”) по Д. А. Диомидовскому принято считать как переданное излучением и рассчитывать по уравнению:
Плотность теплового потока на открытую поверхность шихты (q’) рассчитывается по методике, описанной для пламенных печей [уравнения (9.1), (9.2) и др.]. Плотность теплового потока к шихте на закрытой части стенки печи (q”) по Д. А. Диомидовскому принято считать как переданное излучением и рассчитывать по уравнению:

где Tст и Tм — средние температуры стенки и материала.
Средняя температура материала принимается как среднеарифметическая температура материала в начале и конце печи Тм = (Тнм + Тм)/2.
Средняя температура футеровки берется как среднеарифметическая средних температур газа и материала Тст = (Тг + Тм)/2.
При определении средней температуры газов берется ее значение в начале и конце печи.
Приведенная степень черноты (εприв) рассчитывается по формуле для параллельных поверхностей:
где εф и εм — степени черноты футеровки и материала соответственно.
Исходя из теплообмена в печи при известном полезном расходе тепла на 1 кг перерабатываемой шихты
(Qтехн, кДж/кг) можно найти необходимую длину печи (м):
Полученные размеры печи корректируются по времени пребывания материала в печи (ч):
Если τ меньше времени, рекомендуемого технологическим режимом, то проводится корректировка величин, определяющих τ.
Для более точного определения размеров печи расчет следует вести для каждой зоны отдельно, тогда общая длина печи будет равна сумме длин отдельных зон.



