
Перемешивание металла со специально подготовленным (синтетическим) жидким шлаком позволяет ускорить процесс перехода в шлак вредных примесей (сера, фосфор, кислород). Скорость процесса пропорциональна площади контакта шлаковой и металлической фаз. Обычно сталь обрабатывают шлаком для удаления серы: в этом случае основу шлака составляет известь (СаО) – 85-90 % и плавиковый шпат (CaF 2 ) – 10-15 %.
Плавиковый шпат добавляется для разжижения шлака. Для снижения температуры плавления вводят Al2O3 или другие добавки. Допустимо содержание SiO 2 – до 10 %, MgO – до 5 % и FeO – до 1 %. Наличие в шлаке фосфора исключается, т.к. фосфор переходит в металл. Шлак перед подачей в ковш должен быть предварительно расплавлен, что требует большого количества энергии на производство одной тонны шлака.
Для производства синтетических шлаков применяют три типа печей:
- электродуговую стационарную печь;
- циклонную плавильную печь;
- печь для расплавления самоплавких синтетических шлаков.
Установка для обработки стали в ковше с помощью синтетического шлака
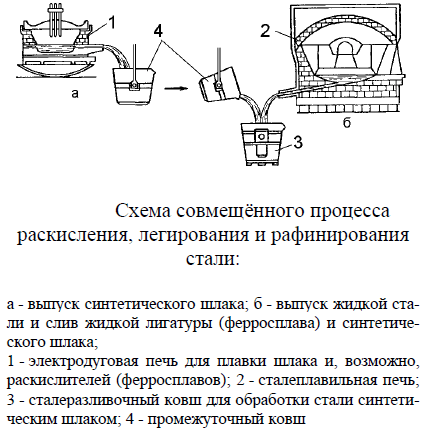
Принцип работы установки следующий: шлак с высоким содержанием СаО и Al2O3 расплавляют в специальной электродуговой печи и выдают в промежуточный ковш. Этот ковш со шлаком передаётся к сталеплавильной печи и во время выпуска стали шлак и сталь выливаются в сталеразливочный ковш. Масса шлака составляет примерно 3-6 % от массы стали. При этом происходит интенсивное перемешивание стали и шлака со взаимным внедрением фаз друг в друга в виде эмульсии. Площадь контакта металла и шлака составляет 100-300 м2/м3 . Далее с течением времени происходит разделение фаз и шлак может быть отделён.
Если печь для плавки синтетического шлака находится в непосредственной близости от сталеплавильной печи, то промежуточный ковш не нужен: синтетический шлак выливается в сталеразливочный ковш, далее этот ковш перемещается к сталеплавильной печи и в него (на шлак) выливается сталь.
В процессе перемешивания сера жидкой стали взаимодействует с СаО шлака и переходит в шлак. Таким образом, при использовании синтетического шлака обеспечивается глубокая десульфурация стали. В шлак переходит также некоторое количество окислов, которые хорошо смачиваются шлаком или взаимодействуют с ним.
Качество обработки шлаком зависит от высоты падения струи металла, массы металла и шлака, температуры, вязкости, состава шлака и некоторых других факторов. Должно быть исключено попадание в ковш шлака из сталеплавильной печи из-за содержащихся в нём закиси железа (FeO) и фосфора, что на практике осуществить очень трудно: отсечка шлака от металла весьма сложна.
Раскислители, типа ферромарганца, ферросилиция и феррохрома, стараются вводить во время падения струи металла в ковш. Алюминий вводят вглубь ковша на штангах после окончания выпуска плавки.
Преимущества обработки стали жидким шлаком:
- удаление из стали серы (степень десульфурации составляет 30-50 %) и неметаллических включений;
- получение стандартных показателей качества металла (до известных пределов, т.е. S до 0,01-0,015 %) от плавки к плавке невзирая на колебания состава и свойств стали;
- быстротечность процесса.
Недостатки обработки стали жидким шлаком:
- наличие печного участка для подготовки (плавки) шлака;
- необходимость расходования энергии для плавки шлака;
- требуется добавка раскислителей (ферромарганец, алюминий и т.п.) невзирая на высокую восстановительную способность шлака.
Расход электроэнергии на производство 1 тонны шлака в электродуговой печи составляет примерно 500 кВт⋅ч/т или 60 кг у.т./т.
Предложения по совершенствованию обработки металла шлаком:
- регенерация отработанного синтетического шлака. Заключается в удалении серы, перешедшей из жидкой стали в шлак. Сера удаляется в виде окислов при продувке шлакового расплава кислородом или газообразными продуктами горения (СО2 , Н2О);
- использование теплоты отработанного шлака для подогрева шлакообразующей шихты, для подогрева ковшей перед разливкой и т.д.;
- использование двух ковшей для взаимного перелива металла и шлака или другого способа для продолжения во времени турбулентных течений смеси;
- сочетание обработки жидкой стали синтетическим шлаком с другими способами: вакуумирование и продувка инертным газом. Это обеспечивает резкое увеличение контакта “металл–шлак”.




{kind=link}