Окатыши – это продукт обжига железорудных концентратов, получаемый в виде гранул (комков, шариков) диаметром 10-20 мм. Процесс производства окатышей является процессом окускования и состоит из двух стадий:
- получение сырых (мокрых) окатышей;
- упрочнение сырых окатышей (подсушка и обжиг).
Обычно весь двухстадийный процесс называют окомкованием. Вторая стадия окомкования несколько похожа на процесс агломерации. Но в отличие от агломерации проходит при подводе энергии вне слоя шихты и при пониженной температуре слоя. При окомковании возможно спекать очень тонкие фракции концентратов (менее 0,07 мм), что было затруднено при агломерации. К преимуществам окомкования надо отнести и высокую прочность окатышей, не разрушающихся при перевозке от горно-обогатительного комбината. С другой стороны, агломерат надо понимать шире, чем окускование, так как при агломерации удаляется сера и частично мышьяк, разлагаются карбонаты, и получается пористый офлюсованный материал. В целом с теплотехнической точки зрения технологии агломерации и окомкования достаточно совершенны.
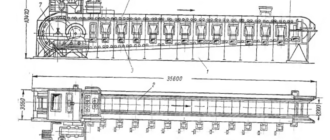
Обжиг окатышей осуществляется в шахтных печах, в машинах конвейерного типа и в комбинированных установках разнообразных конструкций. Наименее распространены шахтные печи, хотя они дешевы в строительстве, почти не имеют движущихся механических узлов, просты по конструкции и имеют низкий расход топлива (15-25 кг у.т./т окатышей). Сильные стороны шахтных печей нивелированы существенными недостатками: плохая регулируемость температурного режима обжига окатышей, что приводит к переоплавлению их и свариванию в грозди, а также низкая производительность.
Наиболее распространен обжиг на машинах конвейерного типа. Принцип работы следующий. Шихта, состоящая из возврата, концентрата, известняка и бентонита (мелкодисперсная глина – для связки) через шихтовый конвейер и смесительный барабан попадает на тарельчатый гранулятор, где увлажняется. Гранулятор представляет собой наклоненный диск диаметром 5,5-7,0 м, при вращении которого шихта постепенно превращается в гранулы, комки. Из гранулятора разгружаются только те комки, которые имеют диаметр от 10 до 20 мм. Далее сырые комки поступают на движущуюся колосниковую (обжиговую) ленту конвейерной машины (обжиговая печь).
Сырые окатыши укладываются на колосниковую ленту поверх слоя донной “постели” и рядом со слоями бортовой “постели”. Донная “постель” имеет толщину 60-100 мм. Бортовая “постель” имеет высоту 400-500 мм и толщину 60-100 мм. Всё это позволяет отчасти защитить обжиговые ленты от разрушающего воздействия пламени газовых горелок. Нагрев окатышей осуществляется в слое высотой 350-550 мм.
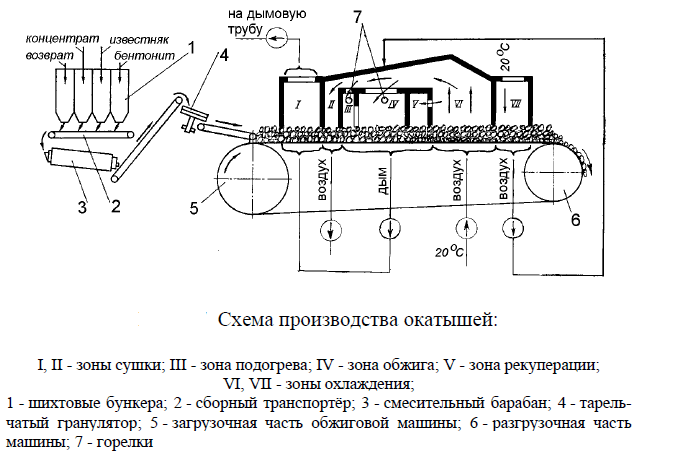
На обжиговой машине процесс упрочнения включает две основные стадии: подсушка при 300-600 °С и непосредственно обжиг при 1200-1350 °С. В отличие от агломашины верх ленты перекрыт камерами в соответствии с делением на зоны сушки, подогрева, обжига, рекуперации и охлаждения. В зонах подогрева и обжига нагрев происходит за счёт сжигания топлива в горелках и просасывания продуктов горения через слой окатышей. Температура уходящих газов из слоя составляет 225-450 °С.
Основное упрочнение окатышей происходит при температуре от 1000 до 1300 °С, когда происходит собирательная рекристаллизация Fe2O3 , т.е. объединение мелких зёрен в крупные. Дополнительное упрочнение происходит при температуре 1200-1350 °С за счёт образования жидкой шлаковой фазы из легкоплавких соединений (CaO⋅Fe2O3 и др.), которые при охлаждении затвердевают внутри окатышей. Шлаковая связка между окатышами слаба из-за небольшой площади контакта. Если в процессе обжига превысить температуру 1350 °С, то произойдёт оплавление поверхности окатышей и спекание в грозди. Кроме того, произойдёт распад Fe2O3 до уровня Fe3O4 и снизится прочность окатышей.
Охлаждение окатышей осуществляется холодным воздухом продувкой и просасыванием через слой. Температура разгружаемых с машины окатышей 90-375 °С. Скорость охлаждения не должна быть больше 100 К/мин. во избежание создания высоких термических напряжений и снижения прочности окатышей.
Суммарное время пребывания окатыша на ленте составляет 30-40 минут.
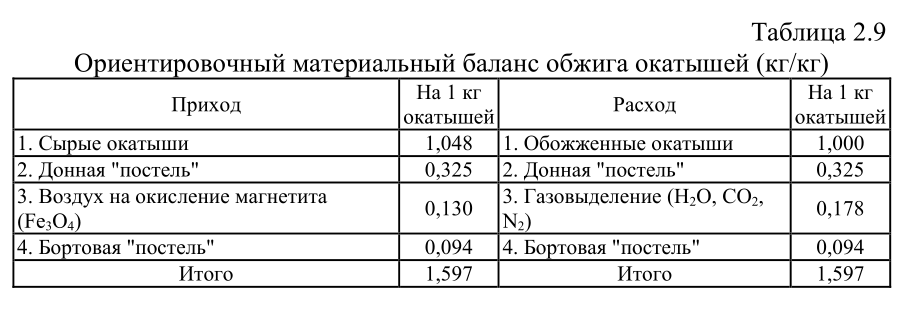
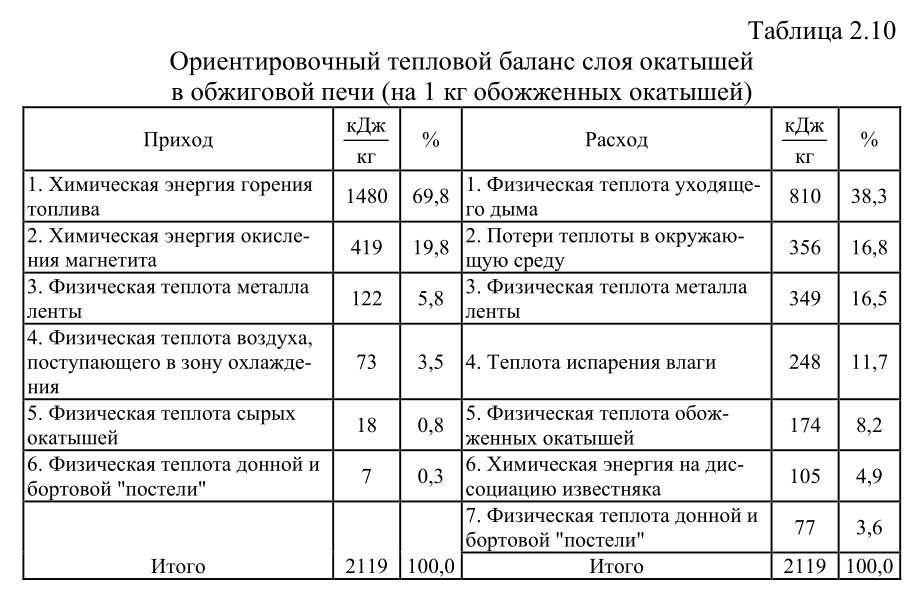
Ориентировочные материальный и тепловой балансы получения окатышей в машинах конвейерного типа приведены в табл. 2.9 и 2.10. Балансы составлены по начальным и конечным состояниям материалов и газовоздушных потоков. Тепловой баланс составлен для обжига офлюсованных окатышей с повышенным содержанием серы.
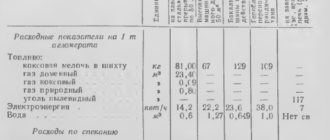
Расход топлива при обжиге составляет в среднем 25-35 кг у.т./т окатышей, но в зависимости от типа обжиговой машины, состава шихты, требуемого содержания серы в обожженных окатышах и от температуры обжига может возрастать до 60 кг у.т./т.
Для снижения расхода топлива можно предложить следующее:
- использование физической теплоты окатышей для подогрева воздуха;
- совершенствование температурных режимов нагрева шихты на основе моделирования теплообмена по зонам обжиговой машины;
- организация частичного восстановления сырья (металлизация окатышей).