Основным минералом олова является касситерит, представляющий собой оксид олова (SnО2). Меньшее практическое значение имеет другой минерал — смешанный сульфид олова, меди и железа — станнин (Cu2FeSnS4). Содержание олова в рудах обычно составляет 0,1-3%. Руды оловянных месторождений можно подразделить на россыпные и коренные.
Россыпи обычно значительно легче обогащаются гравитационными методами, чем руды коренных месторождений, они не требуют применения дорогостоящих процессов дробления, измельчения. Доводка черновых концентратов легко осуществляется магнитными, электрическими и другими методами.
В России около 95% олова извлекается из коренных, обычно очень сложных и труднообогатимых, тонковкрапленных руд, требующих развитых схем обогащения, применения флотации.
В соответствии с вещественным составом руды, свойствами входящих в нее ценных минералов и минералов пустой породы, а также с применяемым для обогащения руд процессом, коренные оловянные руды можно классифицировать на следующие основные технологические группы: руды, обогащаемые гравитационными методами; руды, обогащаемые комбинированными гравитационно-флотационными методами, руды, обогащаемые комбинированными флотационно-гравитационными методами.
Возможность применения гравитационных методов обогащения обусловлена тем, что минералы олова тяжелее большинства минералов вмещающей породы. Сульфиды железа, меди, свинца и некоторых других примесей могут быть отделены от касситерита флотацией (иногда этот процесс совмещается с гравитацией и тогда носит название флотогравитации). Для удаления магнитных минералов применяют магнитную сепарацию, а минералы, резко отличающиеся от касситерита по электропроводности, удаляют с помощью электростатической сепарации. Содержание олова в концентратах, предназначенных для плавки, составляет обычно 40-70%.
Технологическая схема металлургической переработки оловянных концентратов включает в себя следующие основные переделы: удаление из концентратов вредных примесей обжигом, выщелачиванием или последовательным осуществлением обеих названных операций; восстановительную плавку концентратов на черновое олово; рафинирование (очистку) чернового олова с получением марочного (т.е. соответствующего по составу стандарту) металла (рис. 1).

Кроме перечисленных операций в технологическую схему входят дополнительные операции по переработке полупродуктов производства: шлаков, пылей и др. Цель обжига концентратов — удаление из них примесей мышьяка и серы, осложняющих последующие операции выщелачивания (если оно проводится после обжига), плавки и рафинирования. Мышьяк в оловянных концентратах содержится главным образом в виде минерала арсенопирита (FeAsS), а сера, кроме того, — в виде пирита или пирротина.
Серу и мышьяк удаляют при обжиге за счет термической диссоциации (разложения под действием высоких температур) и окисления. В результате мышьяк и сера возгоняются в элементарной форме или в виде оксидов, содержащееся в указанных выше минералах железо переходит в Fe203 или Fe304.
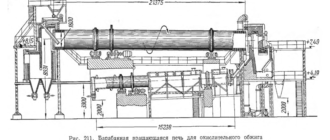
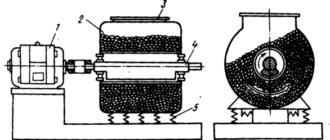
На отечественных предприятиях обжиг оловянных концентратов осуществляют в многоподовых печах, либо в печах кипящего слоя (КС), за рубежом — в основном в трубчатых вращающихся печах.
Оловянные концентраты обжигают в многоподовых печах при 650-850°С. Повышение температуры обжига способствует полноте отгонки мышьяка и серы, но может привести к спеканию лежащего на подах материала. Показатели работы этих печей: удельная производительность 0,15-0,3 т/(м2.сут), расход угля или кокса 30-130 кг на 1 т обжигаемого концентрата.
Степень деарсенизации (удаления мышьяка) — до 70-80%, а десульфуризации (удаления серы) — до 80-95%, конечное содержание каждой из примесей в обожженном концентрате не более 0,3-1%. Выход обожженного концентрата (огарка) 80-95% от массы исходного концентрата. Потери олова при обжиге 0,2-1,3%.
При обжиге оловянных концентратов в трубчатых вращающихся печах обжигаемый материал постоянно пересыпается, поэтому температуру обжига можно поднять до 1000°С и выше без опасения образования спеков. Благодаря этому удается повысить полноту отгонки мышьяка и серы, а в ряде случаев наряду с этими примесями удалить также менее летучие свинец и висмут.
Технология обжига оловянных концентратов в печах кипящего слоя основана на интенсивном взаимодействии обжигаемого материала с перемещающим его воздухом. Обжиг в печи КС производят при температуре 780-820°С, создаваемой за счет выделения тепла по экзотермической реакции окисления серы или (в случае малого содержания последней в концентрате) за счет сгорания угля, добавляемого в количестве до 60-100 кг на 1 т концентрата.
Производительность печи КС в расчете на 1 м2 площади пода значительно выше, чем производительность многоподовой печи, и составляет до 25 т/(м2.сут). Степень деарсенизации достигает 75-90%, степень десульфуризации 85-98%.
Газы, выделяющиеся при обжиге оловянных концентратов, очищают по следующей схеме: в первую стадию улавливают оловосодержащую пыль в горячем электрофильтре при 300°С (мышьяк при этой температуре еще не конденсируется), во вторую стадию — мышьяковые возгоны в мокром электрофильтре при температуре не выше 80-120°С (это необходимо для обеспечения полной конденсации мышьяка). Уловленные по такой схеме оловянные возгоны содержат не более 0,3-1% As, в то время как мышьяковые возгоны содержат 71-73%As и являются, по существу, техническим триоксидом мышьяка (As203).
Концентраты, поступающие на плавку, обычно содержат, %: 45-75 Sn; 1-4 Fe; до 0,1 Pb; до 0,01 Bi; 0,2-0,5 As; 0.1-0.4 S; 0,4-2 W03; до 25 Si02; 0,1-4 CaO; 0,2-3 Аl203. Олово восстанавливается из касситерита оксидом углерода уже при 500-600°С по схеме: SnО2 → SnO → Sn, т.е. сначала до низшего оксида, а затем до металла.
В отечественной практике восстановительную плавку оловянных концентратов осуществляют только в электротермических печах, а за рубежом — также в отражательных, барабанных вращающихся и других печах.
Электропечи для плавки оловянных концентратов имеют мощность 350-3000 кВА при площади пода 2-11 м2. Площадь пода отражательных печей 24-46 м2.
Восстановительную плавку оловянных концентратов в электропечах и отражательных печах ведут при 1150-1350°С.
Удельная производительность электропечей по концентрату составляет 3-7 т/(м2.сут); удельный расход электроэнергии 800-1200 кВт.ч/т. Прямое извлечение олова в черновой металл при восстановительной плавке составляет 90-95%; остальное количество распределяется между оборотными пылями и шлаком, направляемым на фьюмингование с целью доизвлечения из него олова.
Железистые шлаки восстановительной плавки оловянных концентратов содержат, как правило, не менее 5% Sn. При фьюминговании степень отгонки олова — до 90-98%.
Получаемый в результате восстановительной плавки оловянных концентратов и оборотных продуктов (пылей, фьюминг-возгонов и др.) черновой металл содержит, %: 93-99Sn; 0,2-,5Fe; 0,2-2 As; до 0,1 S; до 3 Pb; до 2 Си; до 3,5 Sb; до 0,4 Bi. Черновой металл очищают огневым или электролитическим рафинированием до следующего, например, состава, %: < 99,92 Sn; 0,10 As; 0,009 Fe; 0,01Cu;0,025 Pb; 0,01Bi; 0,015 Sb; 0,01 S; 0,002 Zn; 0,002 Al.
Огневое (реагентное) рафинирование чернового олова применяют в отечественной и зарубежной практике. Метод заключается в обработке расплавленного металла различными реагентами с последовательным удалением примесей железа, мышьяка, меди, сурьмы, висмута и свинца.
Железо до содержания 0,1% удаляют обработкой чернового олова при 350-450°С элементарной серой, переводящей железо в форму сульфида. Для облегчения снятия тяжелых железистых съемов в расплав после обработки серой иногда вмешивают при 500-600°С мелкий уголь. Всплывая он увлекает с собой соединения железа. Одновременно с железом удаляется часть мышьяка и меди.
Удаление мышьяка до содержания 0,01% достигается обработкой чернового олова при 500- 600°С алюминием, образующим с мышьяком тугоплавкие интерметаллические соединения. После рафинирования от мышьяка в черновом олове остается до 0,05-0,1% алюминия. Его удаляют хлористым аммонием при 300-320°С, используя реакцию 2Аl + 6NH4Cl = 2АlСl3 + 6NH3 + 3Н2.
Одновременно с мышьяком при обработке алюминием удаляется железо до содержания не выше 0,02%, а также частично медь и сурьма (указанные примеси, как и мышьяк, образуют с алюминием интерметаллические соединения).
Медь до содержания не выше 0,1% удаляют, как и железо, с помощью элементарной серы. Температура расплава при этом составляет 220-350°С.
Удаление сурьмы осуществляют аналогично удалению мышьяка при 550°С с помощью обработки алюминием. Наряду с удалением сурьмы в этой операции олово окончательно очищается от остатков железа, мышьяка и меди.
Удаление висмута реагентным методом основано на образовании им интерметаллических соединений с магнием и натрием. Эти реагенты вмешивают в расплав при температурах соответственно 380-400 и 240-300°С. После снятия висмутовой пены при 280-350°С удаляют с помощью хлористого аммония остаточные магний и натрий (аналогично удалению остаточного алюминия). В этой операции вместе с висмутом удаляются остатки сурьмы.
Удаление свинца основано на реакции Pb + SnCl2 = PbCl2 + Sn, идущей слева направо при температуре ниже 450°С. Возможно также прямое удаление свинца из чернового олова обраооткой элементарным хлором при 250-270°С.
Реагентное рафинирование олова проводят в чугунных или стальных котлах полусферической формы рабочей емкостью (по олову) 5-45 т, обогреваемых электрическим или природным газом.
Общая продолжительность полного цикла реагентного рафинирования обычно 40-80 часов, удельная производительность котлов по олову 2-6 т/сут на 1 м3 объема. Прямое извлечение олова в марочный металл составляет 80-90%, остальное олово переходит в съемы и возгоны.
Плавку проводят в небольших электропечах (200-500 кВА) или отражательных печах при 1300-1400°С. Разовая загрузка съемов составляет 2-5 т, продолжительность плавки 3-6 часов, удельная производительность печей для переплавки съемов 5-10 т/(м2.сут)
Черновой металл, полученный в результате переплавки съемов и возгонов рафинировочного передела, обычно используют для производства сплавов (баббитов).Шлак после насыщения оловом до содержания 20% (через 2-8 плавок) направляют на восстановительную плавку, заменяя его свежим.
Висмутовые съемы (пену) подвергают специальной переработке с целью концентрирования висмута. Хлористые (свинцовистые) съемы обрабатывают жидким цинком (25-35% от массы съемов), цементирующим из них олово и свинец по реакции:
SnCl2 + Zn = Sn + ZnCl2 и PbСl2 + Zn = Pb + ZnCl2.
Эту операцию проводят при 400-480°С, продолжительность ее составляет 6-9ч. Полученный оловянно-свинцовый сплав направляют на рафинирование, и цинковистые съемы — на гидрометаллургическую переработку.
В отечественной практике освоены физические методы рафинирования олова — центробежный и вакуумный. При центробежном рафинировании жидкое олово фильтруется через слой кокса под Бездействием центробежных сил.
Операцию осуществляют при 310-400°С. В результате удается очистить черновое олово до конечного содержания железа не более 0,1%, мышьяка — не более 0,1%. В фильтрат извлекается 80-85% Sn, остальное количество переходит в съемы, содержащие 50-65% Sn, 5- 20% Fe, 5-25% As и направляемые обычно на обжиг вместе с оловянными концентратами.
Вакуумное рафинирование позволяет очистить олово от летучих примесей (свинца и висмута) в результате обработки чернового олова при 1000-1300°С и остаточном давлении 13- 65 Па.
Операцию проводят в индукционных или вакуумных электрических печах непрерывного действия производительностью до 20-25 т/сут. В результате вакуумного рафинирования содержание свинца в черновом олове может быть снижено с 1-3 до 0,03-0,22%, а висмута — с 0,1-1,5 до 0,01-0,06%. Извлечение олова в рафинированный металл составляет 99,8%. Первичный конденсат, выход которого составляет 4-6% от массы олова, содержит, %: 15-35 Sn; 40-60 Pb; 6-10 Bi; до 1,5 Sb. Его подвергают многократной вакуумной разгонке с целью доизвлечения олова и концентрирования висмута. После четырех — пяти таких операций можно получить товарный конденсат, содержащий, %, не более: 2-3 Sn; 65-92 Pb; 7-25 Bi; до 3-4 Sb; 0,1-0,2 As, и направляемый на извлечение висмута.